





Solid carbide end mill With Speedcut Universal corner radius, extra-long XXL, optional, four cutting edges, uneven angle of twist gradient
End mill SC WN Z3-4 4.5xD/1.5xD TiAlN-S ER HA
ENDMIL-SP-WN-UV-EL-SC-TNS-HA-D5X1




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6947 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Copper, Brass, Aluminium |
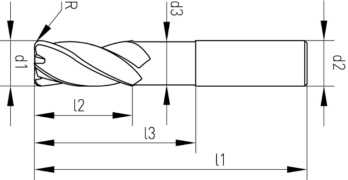
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.9 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 1 mm |
Length (l1) | 69 mm |
Cutting edge length (l2) | 8 mm |
Clearance length (l3) | 25 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for finishing copy | |||||||
| For dia. 8-16 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 |
| 500-850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | |
| Carbon steels | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 |
| 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 |
| 700-850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | |
| 850-1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000-1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 |
| 850-1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 |
| Stainless steels | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 |
| Stainless steels | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Stainless steels | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 |
| Cast iron | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Nodular graphite, malleable iron | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Cutting values for finishing copy | ||||||||
| For dia. 2-6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500-850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Carbon steels | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850-1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700-850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850-1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850-1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Stainless steels | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Stainless steels | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Stainless steels | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Cast iron | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Nodular graphite, malleable iron | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Key | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Solid carbide end mill With Speedcut Universal corner radius, extra-long XXL, optional, four cutting edges, uneven angle of twist gradient

Article sticker

Tiler's line

Fully threaded hexagonal bolt and fine thread

Safety sandals, S1P

Hexagonal bolt

Data and charging cable 2-in-1 Micro USB and USB Type-C/USB Type-A

Work dungarees

Knob cylinder 3KS

Ear plugs Honeywell AirSoft 1030612