

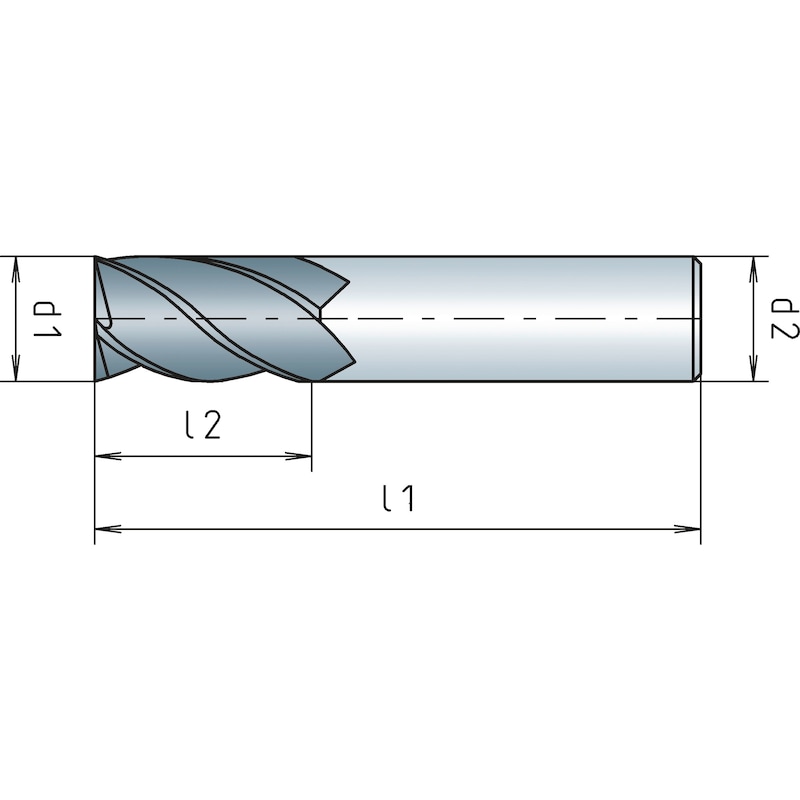
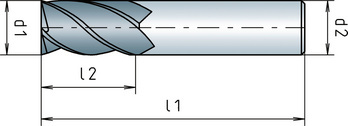
Solid carbide end mill, short, quad blade
End mill SC WN-K Z4 2xD 30° type N
ENDMIL-WN-K-SC-D2,5

















Register now and access more than 125,000 products
 | |
Product code | 6075 |
Material to be processed | Steel, Cast metal, Stainless steel, Hard and tough material, Aluminium |
Shank style | Cylindrical |
Diameter (d1) | 2.5 mm |
Shank diameter (d2) | 2.5 mm |
Length (l1) | 38 mm |
Cutting edge length (l2) | 8 mm |
Standards | CS |
Construction length | Short |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Steels > 45 HRC, Aluminium |
Datasheets (0)
Certificates/ Documents (0)

Last viewed

Clamp for ISO M clamping system

Cutting disc Klingspor A 24 Extra

Drilling screw, flat head

Tungsten carbide bur with STEEL teeth

Small roller, 18 mm pile

Welder's clothing Planam Weld Shield welding jacket 5510

Support clip, type BA

Threaded fitting DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 4.8, blue passivated

EPS profile thumbturn cylinder

C 8.0 TX bit (5/16 inch) C 8.0 (5/16 inch)