
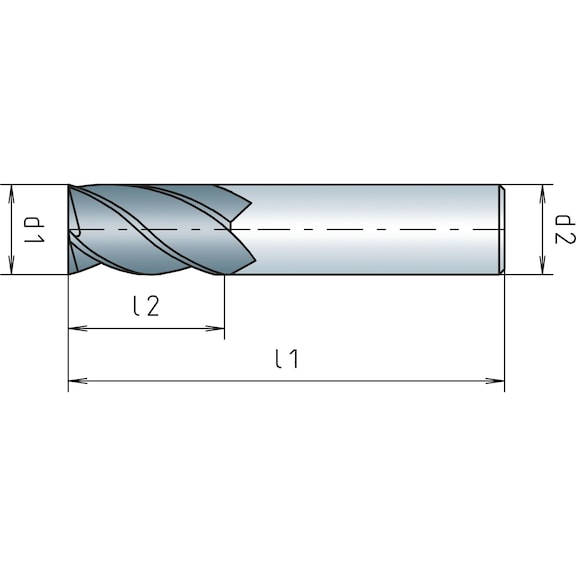



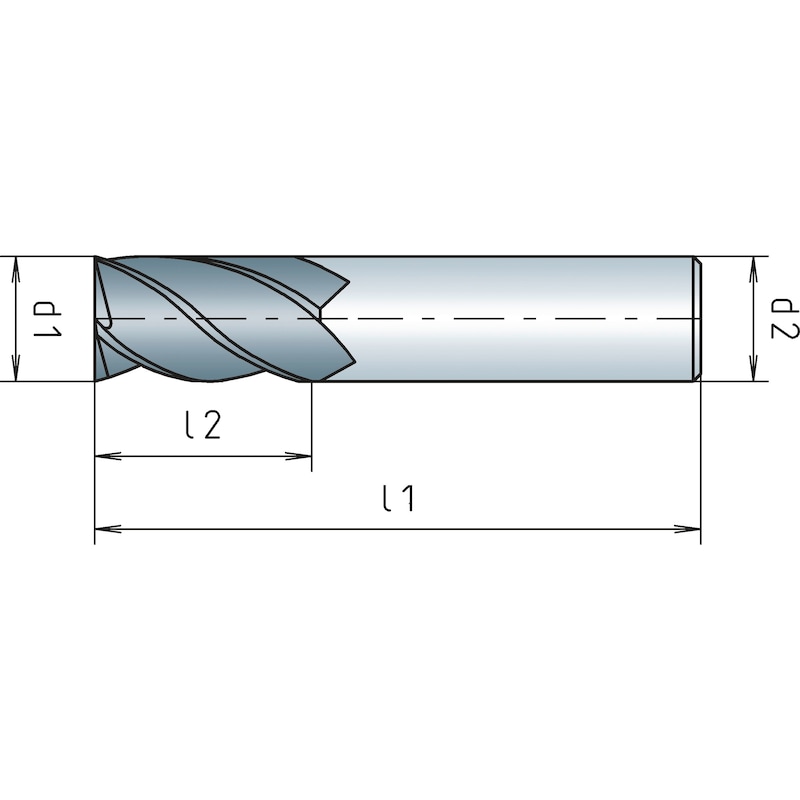
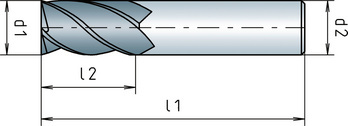
Solid carbide end mill, short, quad blade
End mill SC WN-K Z4 2xD 30° type N
ENDMIL-WN-K-SC-D3,5
Art.-no. 5443300166
EAN 4055375886083

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6075 |
Material to be processed | Steel, Cast metal, Stainless steel, Hard and tough material, Aluminium |
Shank style | Cylindrical |
Diameter (d1) | 3.5 mm |
Shank diameter (d2) | 3.5 mm |
Length (l1) | 40 mm |
Cutting edge length (l2) | 12 mm |
Standards | CS |
Construction length | Short |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Steels > 45 HRC, Aluminium |
| Legend |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for roughing circular | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 55 | 0,009 | 0,011 | 0,015 | 0,020 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 55 | 0,010 | 0,013 | 0,017 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| 1100-1400 N/mm² | E | 30 | 0,008 | 0,011 | 0,015 | 0,018 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,008 | 0,011 | 0,015 | 0,018 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,010 | 0,013 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,010 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 45 | 0,008 | 0,011 | 0,015 | 0,019 | |
| Cast iron | < 180 HB | - | 70 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 180 HB | - | 60 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 260 HB | E | 45 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,013 | 0,018 | 0,023 | 0,030 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,013 | 0,018 | 0,023 | 0,030 |
| Graphite | - | 70 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Cutting values for roughing circular | ||||||||
| For dia. 1-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,002 | 0,005 | 0,006 | 0,008 | 0,011 |
| 500-850 N/mm² | E | 70 | 0,002 | 0,005 | 0,006 | 0,008 | 0,011 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,002 | 0,005 | 0,006 | 0,008 | 0,011 |
| 850-1000 N/mm² | E | 55 | 0,001 | 0,003 | 0,004 | 0,006 | 0,007 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,002 | 0,005 | 0,006 | 0,008 | 0,001 |
| 700-850 N/mm² | E | 60 | 0,002 | 0,005 | 0,006 | 0,008 | 0,001 | |
| 850-1000 N/mm² | E | 55 | 0,001 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,001 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,002 | 0,005 | 0,006 | 0,008 | 0,011 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,001 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,001 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,001 | 0,003 | 0,004 | 0,006 | 0,008 |
| 850-1100 N/mm² | E | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | |
| 1100-1400 N/mm² | E | 30 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,001 | 0,003 | 0,030 | 0,005 | 0,007 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 |
| < 850 N/mm² | E | 45 | 0,001 | 0,002 | 0,003 | 0,004 | 0,006 | |
| Cast iron | < 180 HB | - | 70 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 180 HB | - | 60 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 260 HB | E | 45 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 |
| Graphite | - | 70 | 0,002 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 1-7.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,005 | 0,010 | 0,020 | 0,030 |
| 500-850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 700-850 N/mm² | E | 55 | 0,005 | 0,010 | 0,020 | 0,030 | |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 |
| 850-1100 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| 1100-1400 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,010 | 0,015 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,003 | 0,006 | 0,013 | 0,020 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 |
| < 850 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Cast iron | < 180 HB | - | 70 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 180 HB | - | 55 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 260 HB | E | 40 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 140 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 105 | 0,004 | 0,008 | 0,015 | 0,025 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Graphite | - | 60 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 85 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1400 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 |
| Hardened steels | 48-55 HRC | - | 25 | 0,050 | 0,060 | 0,070 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 30 | 0,030 | 0,054 | 0,070 | 0,105 |
| 1800 N/mm² | E | 20 | 0,030 | 0,054 | 0,070 | 0,105 | |
| Spring steels | < 1200 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 50 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Cast iron | < 180 HB | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 80 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 60 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm131 | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphite | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Cutting values for finishing contour | ||||||||
| For dia. 1-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 85 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1400 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Hardened steels | 48-55 HRC | - | 25 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 30 | 0,004 | 0,008 | 0,006 | 0,025 | 0,032 |
| 1800 N/mm² | E | 20 | 0,004 | 0,008 | 0,006 | 0,020 | 0,032 | |
| Spring steels | < 1200 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 50 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Cast iron | < 180 HB | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 80 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 60 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm131 | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphite | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Cutting values for roughing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 60 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1400 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 |
| Wear-resistant constructional steel | 1350 N/mm² | - | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| 1800 N/mm² | - | 45 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Spring steels | < 1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,040 | 0,050 | 0,055 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,040 | 0,050 | 0,055 | 0,090 |
| Cast iron | < 180 HB | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 60 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 45 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Graphite | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Cutting values for roughing contour | ||||||||
| For dia. 1-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1400 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Wear-resistant constructional steel | 1350 N/mm² | - | 50 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| 1800 N/mm² | - | 45 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 | |
| Spring steels | < 1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Graphite | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 8-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-20 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 55 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1400 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,020 | 0,025 | 0,035 | 0,050 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,025 | 0,030 | 0,035 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 40 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Cast iron | < 180 HB | - | 70 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 55 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 40 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Graphite | - | 60 | 0,030 | 0,040 | 0,045 | 0,060 | |
Last viewed

Abrasive fleece roll Mirka Mirlon Total

Safety boots, S3 Steitz CK 7620 Perbunan SF

Stepped drill bit, spiral

Hexagon socket set screw with pin ISO 4028, A2 stainless steel, 21H, plain

Adjustable straight sealing cone reducer fitting ISO 8434-1, zinc-nickel-plated steel, cutting ring connection with o-ring

GEFU® thread-rolling screw with Taptite 2000® thread, flat head and hexalobular drive

Dynapro Tipmatic full-extension concealed slide 40 kg for handle-free drawer panels

Knitted protective glove with coating Honeywell First Black 2132251

Hexagon head bolt with full thread for pressure container construction (PED) ISO 4017, steel 25CrMo4, plain

Swivel machinery castor Hard ECO with locking device