





Solid carbide end mill, short, twin blade
End mill SC Alu WN-K Z2 2xD 30° type W
ENDMIL-WN-ALU-SC-W-D10
Art.-no. 5443301720
EAN 4055375917107












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6915 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
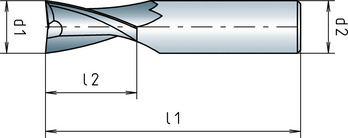
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 72 mm |
Cutting edge length (l2) | 22 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm131 | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,063 | 0,079 | 0,101 | 0,126 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| 650-850 N/mm² | - | 150 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,063 | 0,079 | 0,101 | 0,126 |
| 850-1200 N/mm² | E | 120 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Graphite | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Cutting values for finishing contour | ||||||||
| For dia. 1-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 650-850 N/mm² | - | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 850-1200 N/mm² | E | 120 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Graphite | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm131 | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Brass, long-chipping | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Bronze, short-chipping | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| 650-850 N/mm² | - | 120 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850-1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Graphite | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Cutting values for roughing contour | ||||||||
| For dia. 1-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm131 | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Copper, low-alloy | < 350 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Brass, long-chipping | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Bronze, short-chipping | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 650-850 N/mm² | - | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Graphite | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
Last viewed

Additional function 3KS Plus

Multi-use bandsaw blade

Low-cut safety shoes, S2 Uvex 2 xenova® 9555

Solid carbide ball nose end mill, short, quad blade

Hexagonal bolt with shank ISO 4014, steel 8.8, plain

EPS profile thumbturn cylinder
Screw, fillister head inch

Safety shear pin for MacPherson spring strut compressor

Hexagon socket threaded plug with collar Steel, zinc-nickel-plated silver (ZNSHL), NBR sealing ring

Piston ring pliers