





Solid carbide end mill with corner radius Speedcut-Universal, DIN 6527L, long, optional, four-lipped drill, uneven angle of twist gradient
End mill DIN6527L Z3-4 3xD/2xD 35-38° TiAlN-S ER
MILL-SP-DIN6527L-UV-SC-TNS-HA-D2X0,3




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6447 |
Material to be processed | Steel, Cast metal, Stainless steel, Hard and tough material, Copper, Brass, Aluminium |
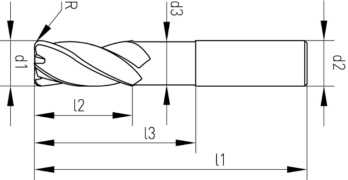
Diameter (d1) | 2 mm |
Shank diameter (d2) | 4 mm |
Clearance diameter (d3) | 1.95 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 0.3 mm |
Length (l1) | 40 mm |
Cutting edge length (l2) | 5 mm |
Clearance length (l3) | 10 mm |
Number of cutting edges (Z) | 3 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for roughing groove | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500-850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Carbon steels | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700-850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850-1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850-1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Stainless steels | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Stainless steels | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Stainless steels | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titanium, titanium alloys | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Cast iron | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Nodular graphite, malleable iron | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Cutting values for roughing groove | ||||||||
| For dia. 2-6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500-850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Carbon steels | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850-1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700-850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850-1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000-1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850-1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Stainless steels | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Stainless steels | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Stainless steels | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Cast iron | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Nodular graphite, malleable iron | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Key | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Flat grease nipple, shape A, inches

Commercial vehicle high-performance lubricating grease

Cylindrical pin, hardened DIN 6325, steel, plain

Jacket Planam Highline

Slotted countersunk head screw DIN 963, brass, plain

Hexagon head bolt with thread up to head ISO 4017, A4-50 stainless steel, plain

Split pin ISO 1234 A2 stainless steel

Assembly trolley with CLIP-O-FLEX® hook-in rails and tray

GEFU® thread-rolling screw With Taptite 2000® thread, flat head and hexalobular drive
Cylindrical pin, hardened DIN 6325, steel, plain