





Solid carbide full radius cutter Speedcut aluminium, extra long XXL, optional, twin blade, uneven angle of twist gradient
End mill SC Alu WN-XXL Z2 6xD/1.5xD W HA
FULLRADICTR-SP-WN-AL-XXL-SC-TN-HA-D4,0





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7260 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
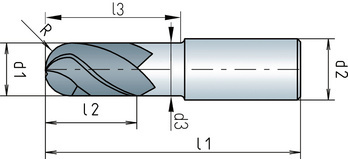
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.9 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 65 mm |
Chip flute length (l2) | 6 mm |
Clearance length (l3) | 26 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| L = air | ae = 0.05xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | ||||||||||
| For dia. 3-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 | 0,100 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Cutting values for finishing copy | ||||||||||
| For dia. 3-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 | 0,120 | 0,144 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Key | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
Last viewed

Round head screw with square neck DIN 603, steel, strength class 8.8, zinc flake, silver (ZFSHL)

Manual screw tap, third tap Ruko hand tap HSS DIN 2181 UNF third tap

Twist drill bit HSS DIN 338 type RN 130°

Hinge, die-cast aluminium

Round-headed strip nails, 21°

Blind rivet, flat head

Hexagonal bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

AW® bit

Work shirt, long-sleeved

Hexagonal bolt with flange