





Solid carbide full radius cutter Speedcut aluminium, extra long XXL, optional, twin blade, uneven angle of twist gradient
End mill SC Alu WN-XXL Z2 6xD/1.5xD W HA
FULLRADICTR-SP-WN-AL-XXL-SC-TN-HA-D5,0
Art.-no. 5443315603
EAN 4062856161720





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7260 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
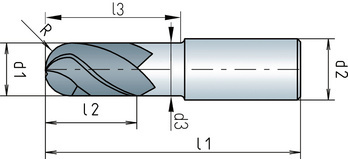
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.9 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 76 mm |
Chip flute length (l2) | 8 mm |
Clearance length (l3) | 39 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Cutting values for roughing copy | ||||||||||
| For dia. 3-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 | 0,100 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Key | ||
| L = air | ae = 0.05xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for finishing copy | ||||||||||
| For dia. 3-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 | 0,120 | 0,144 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Key | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
Last viewed

WÜPLAST® pan head screw with Z Phillips head WN 1412, steel 10.9, zinc-nickel-plated, black passivated with sealing (P3R)

Slotted set screw with truncated cone DIN 551, plain A1 stainless steel

Safety screw with hexalobular head and pin similar to ISO 10642 because of TX drive, A2 stainless steel, plain

Hexagon bolt with thread up to the head ISO 4017, steel strength class 10.9, zinc flake, silver (ZFSHL)

Furniture twin castor rotatable

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Washer Commercial washer 18-8

Cylindrical pin, hardened DIN 6325, steel, plain

4KS profile double cylinder

Plastic heat pump pipe