





Solid carbide full radius cutter Speedcut aluminium, long, optional, twin blade, uneven angle of twist gradient
End mill SC Alu WN-L Z2 3xD/1.5xD W HA
FULLRADICTR-SP-WN-AL-L-SC-TN-HA-D6,0MM
Art.-no. 5443314804
EAN 4062856167357





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7240 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
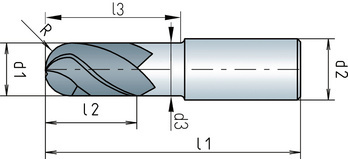
Diameter (d1) | 6 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 5.9 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 57 mm |
Chip flute length (l2) | 10 mm |
Clearance length (l3) | 20 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| L = air | ae = 0.05xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 3-6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Cutting values for finishing copy | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,084 | 0,120 | 0,144 | 0,180 | 0,228 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Cutting values for finishing copy | |||||||
| For dia. 3-6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Key | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,070 | 0,100 | 0,120 | 0,150 | 0,190 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
Last viewed

Office container fitting set OrgaAer

Cylindrical pin, unhardened with oval points DIN 7, plain steel (9 SMnPb 28 k or St 50 K), unhardened, tolerance class m6

Protective glove, leather Feldtmann® 0274

Hexagon bolt with thread up to the head DIN 933, steel 8.8, zinc-plated, blue passivated (A2K)

Pin housing Deutsch DT series OEM quality

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

Hexagon bolt with shank SB FITTINGS DIN EN 15048-1 ISO 4014, steel 8.8U, hot-dip galvanised, with nut ISO 4032

Pan head tapping screw, shape F with recessed head Z DIN 7981, steel, zinc-plated, blue passivated (A2K), PZ drive, round head, shape F

Screw with flattened half round head with collar and hexagon socket ISO 7380-2, steel, strength class 10.9, zinc-nickel-plated, black (ZNBHL)

Countersunk screw with hexagon socket, galvanised ISO 10642, steel 10.9, zinc-plated, blue passivated (A2K)