





Solid carbide mini ball nose end mill, short, twin blade with reinforced shank
Mini end mill SC WN-K Z2 3xD 30° type N HA
CTR-RADI-MINI-WN-S-SC-D1,0MM

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6345 |
Material to be processed | Steel, Cast metal, Stainless steel, Hard and tough material |
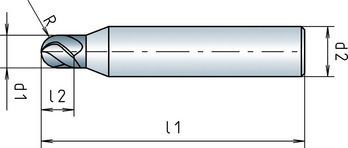
Diameter (d1) | 1 mm |
Shank diameter (d2) | 3 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Corner radius (R) | 0.5 mm |
Length (l1) | 38 mm |
Chip flute length (l2) | 3 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Steels > 45 HRC |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 0.4-3 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 0.4-1 | Dia. 1-1.9 | Dia. 2-3 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,004 | 0,009 | 0,018 |
| 500-850 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,013 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| 700-850 N/mm² | E | 85 | 0,004 | 0,009 | 0,018 | |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,013 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 850-1100 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| 1100-1400 N/mm² | E | 45 | 0,003 | 0,006 | 0,011 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,011 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 30 | 0,002 | 0,005 | 0,009 |
| 1800 N/mm² | E | 20 | 0,002 | 0,005 | 0,009 | |
| Spring steels | < 1200 N/mm² | E | 45 | 0,003 | 0,006 | 0,011 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 |
| < 850 N/mm² | E | 50 | 0,003 | 0,006 | 0,011 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,003 | 0,006 | 0,011 |
| Special alloys | < 1200 N/mm² | E | 20 | 0,002 | 0,005 | 0,009 |
| Cast iron | < 180 HB | - | 90 | 0,004 | 0,008 | 0,015 |
| > 180 HB | - | 80 | 0,004 | 0,008 | 0,015 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,004 | 0,008 | 0,015 |
| > 260 HB | E | 60 | 0,004 | 0,008 | 0,015 | |
| Graphite | - | - | 90 | 0,004 | 0,008 | 0,015 |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 0.4-3 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 0.4-1 | Dia. 1-1.9 | Dia. 2-3 | ||||
| General structural steels | < 500 N/mm² | E | 90 | 0,003 | 0,006 | 0,013 |
| 500-850 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 | |
| Carbon steels | < 850 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| 850-1000 N/mm² | E | 65 | 0,002 | 0,004 | 0,008 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| 700-850 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| 850-1000 N/mm² | E | 65 | 0,002 | 0,004 | 0,008 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Nitriding steels | < 1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Tool steels | < 850 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 850-1100 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| 1100-1400 N/mm² | E | 35 | 0,002 | 0,003 | 0,007 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,002 | 0,003 | 0,007 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1800 N/mm² | E | 50 | 0,002 | 0,004 | 0,008 | |
| Spring steels | < 1200 N/mm² | E | 35 | 0,002 | 0,003 | 0,007 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,002 | 0,003 | 0,007 |
| Stainless steels, austenitic | < 700 N/mm² | E | 50 | 0,002 | 0,005 | 0,009 |
| < 850 N/mm² | - | 40 | 0,003 | 0,006 | 0,011 | |
| Stainless steels, martensitic | < 1100 N/mm² | - | 35 | 0,003 | 0,006 | 0,011 |
| Special alloys | < 1200 N/mm² | - | 65 | 0,003 | 0,006 | 0,011 |
| Cast iron | < 180 HB | E | 80 | 0,003 | 0,006 | 0,011 |
| > 180 HB | E | 70 | 0,002 | 0,005 | 0,009 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 0,003 | 0,006 | 0,011 |
| > 260 HB | E | 55 | 0,003 | 0,006 | 0,011 | |
| Graphite | - | 80 | 0,003 | 0,006 | 0,011 | |
Last viewed

Position screw for ISO D clamping system

SMART STEP EU+ HSS twist drill bit DIN 338

3KS Plus profile thumbturn cylinder For keyed alike profile cylinders in original equipment

Tex-Rein cleaning cloth

1/4-inch bit drill holder

Key fob Mini folding rule

Hexagon nut, inch

Machinist's hammer German design in accordance with DIN 1041

Hexagonal bolt with flange in accordance with MBN standard

Countersunk head screw with hexagon socket ISO 10642, steel 12.9, plain