





Solid carbide multi-tooth finishing cutter Speedcut-Universal, extra long XL
Milling cutter SC WN Z6-8 3xD 45° TiAlN-S HA
ENDMIL-SP-MT-DIN6527L-UV-EL-SC-TNS-D4
Art.-no. 5443300631
EAN 4055375920060
























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7337 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Copper, Brass, Aluminium |
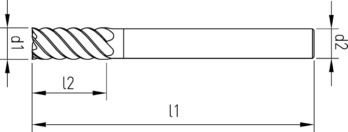
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 45° |
Length (l1) | 57 mm |
Cutting edge length (l2) | 14 mm |
Number of cutting edges (Z) | 6 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for finishing contour | |||||||||||
| For dia. 4 - dia. 20 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 290 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 240 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitriding steels | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Tool steels | < 850 N/mm² | L + E | 265 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 255 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| High-speed steels | 850-1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Spring steels | < 1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 175 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | E | 155 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 130 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Special alloys | < 1200 N/mm² | E | 100 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titanium, titanium alloys | < 850 N/mm² | E | 100 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Cast iron | < 180 HB | - | 225 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 175 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Legend | ||
| L = air | ae = 0.02xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
| Cutting values for finishing contour | |||||||||||
| For dia. 4 - dia. 20 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm2 | E | 580 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
| <Aluminium, aluminium cast alloys 10% Si | < 600 N/mm2 | E | 530 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
Last viewed

Crimping insert For Mobile Crimp Tool crimping pliers

Work dungarees Bodyforce 3125 5302

Bit box

Insect remover

Sealing washer DIN 470 steel plain

Silicone acetate bathroom unit

Metric double open-end wrench DIN 3110/ISO 1085

PREMIUM fabric masking tape

Clamping pin/clamping sleeve ISO 8752, spring steel with silver zinc-flake coating

TX screwdriver with round shank