





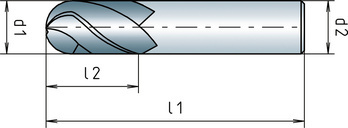
Solid carbide radius cutter, short, triple blade
End mill SC WN-K Z3 2xD 30° type N TiAlN
CTR-RADI-WN-S-SC-TN-D1,5MM
Art.-no. 5443301312
EAN 4055375922149


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7557 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Aluminium |
Diameter (d1) | 1.5 mm |
Shank diameter (d2) | 1.5 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 38 mm |
Chip flute length (l2) | 5 mm |
Number of cutting edges (Z) | 3 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| General structural steels | < 500 N/mm² | E | 160 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 | |
| Carbon steels | < 850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 110 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Nitriding steels | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Tool steels | < 850 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| 1100-1300 N/mm² | E | 70 | 0,023 | 0,028 | 0,034 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,023 | 0,028 | 0,034 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 60 | 0,028 | 0,034 | 0,045 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,019 | 0,028 | 0,036 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 100 | 0,019 | 0,028 | 0,036 |
| Stainless steels, austenitic | < 700 N/mm² | E | 90 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Stainless steels, martensitic | < 1100 N/mm² | - | 70 | 0,034 | 0,045 | 0,056 |
| Special alloys | < 1200 N/mm² | - | 50 | 0,034 | 0,045 | 0,056 |
| Cast iron | < 180 HB | E | 150 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 120 | 0,027 | 0,036 | 0,045 | |
| Nodular graphite, malleable iron | > 180 HB | E | 100 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 90 | 0,034 | 0,045 | 0,056 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 60 | 0,034 | 0,045 | 0,056 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 350 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 250 | 0,034 | 0,045 | 0,056 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 400 | 0,034 | 0,045 | 0,056 |
| Graphite | - | 150 | 0,034 | 0,045 | 0,056 | |
| Cutting values for roughing copy | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| General structural steels | < 500 N/mm² | E | 160 | 0,006 | 0,013 | 0,025 |
| 500-850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Carbon steels | < 850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 700-850 N/mm² | E | 130 | 0,006 | 0,013 | 0,025 | |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 110 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Nitriding steels | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Tool steels | < 850 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 850-1100 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| 1100-1300 N/mm² | E | 70 | 0,003 | 0,007 | 0,014 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,003 | 0,007 | 0,014 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 60 | 0,004 | 0,008 | 0,017 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,003 | 0,007 | 0,013 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 100 | 0,003 | 0,007 | 0,013 |
| Stainless steels, austenitic | < 700 N/mm² | E | 90 | 0,005 | 0,009 | 0,018 |
| < 850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | - | 70 | 0,006 | 0,011 | 0,023 |
| Special alloys | < 1200 N/mm² | - | 50 | 0,006 | 0,011 | 0,023 |
| Cast iron | < 180 HB | E | 150 | 0,006 | 0,011 | 0,023 |
| > 180 HB | E | 120 | 0,005 | 0,009 | 0,018 | |
| Nodular graphite, malleable iron | > 180 HB | E | 100 | 0,006 | 0,011 | 0,023 |
| > 260 HB | E | 90 | 0,006 | 0,011 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 350 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 250 | 0,006 | 0,011 | 0,023 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 400 | 0,006 | 0,011 | 0,023 |
| Graphite | - | 150 | 0,006 | 0,011 | 0,023 | |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| General structural steels | < 500 N/mm² | E | 190 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 | |
| Carbon steels | < 850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Tool steels | < 850 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| 1100-1300 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,034 | 0,045 | 0,056 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 50 | 0,028 | 0,036 | 0,034 |
| Spring steels | < 1200 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,034 | 0,045 | 0,056 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 75 | 0,034 | 0,045 | 0,056 |
| Special alloys | < 1200 N/mm² | E | 50 | 0,023 | 0,036 | 0,034 |
| Cast iron | < 180 HB | - | 150 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,030 | 0,061 | 0,081 | |
| Nodular graphite, malleable iron | > 180 HB | - | 100 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,030 | 0,061 | 0,081 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,023 | 0,036 | 0,034 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Graphite | - | - | 150 | 0,030 | 0,061 | 0,081 |
| Cutting values for finishing copying | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| General structural steels | < 500 N/mm² | E | 190 | 0,009 | 0,018 | 0,035 |
| 500-850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 | |
| Carbon steels | < 850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 700-850 N/mm² | E | 160 | 0,009 | 0,018 | 0,035 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Tool steels | < 850 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 850-1100 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| 1100-1300 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Spring steels | < 1200 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| < 850 N/mm² | E | 90 | 0,006 | 0,011 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 |
| Special alloys | < 1200 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Cast iron | < 180 HB | - | 150 | 0,008 | 0,015 | 0,023 |
| > 180 HB | - | 120 | 0,008 | 0,015 | 0,023 | |
| Nodular graphite, malleable iron | > 180 HB | - | 100 | 0,008 | 0,015 | 0,023 |
| > 260 HB | E | 90 | 0,008 | 0,015 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,005 | 0,009 | 0,007 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Graphite | - | - | 150 | 0,008 | 0,015 | 0,023 |
Last viewed

Twist drill bit HSS DIN 338 type RW

Castellated nut, low profile with fine thread DIN 937, steel 5, plain

Work dungarees Planam Junior dungarees

Slotted headless screw with flat point DIN 427, A4 stainless steel, plain

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

Hexagon Socket Head Cap Screw ISO 4762, plain A4-80 stainless steel

Solid carbide radius cutter, short, triple blade

HSCo type N double-cut side and face milling cutter DIN 885A

SC Speedcut inox end mill, long, optional, four blade, variable helix DIN 6527L, HA shank

Plastic driving licence wallet