





Solid carbide rough cutter 35° Speedcut Aluminium, long, optional, three-lipped drill, uneven angle of twist gradient
End mill SC Alu WN-XL Z3 3xD/1.5xD WR HB
RGHCTR-SP-DIN6527L-AL-SC-WF-D16,0MM
Art.-no. 5443300455
EAN 4055375918531




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7115 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
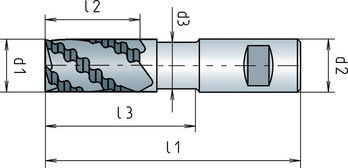
Diameter (d1) | 16 mm |
Shank diameter (d2) | 16 mm |
Clearance diameter (d3) | 15.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 35° |
Length (l1) | 92 mm |
Cutting edge length (l2) | 25 mm |
Clearance length (l3) | 42 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.65 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Cutting values for roughing groove | |||||||||
| For dia. 6 to dia. 20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 475 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 250 | 0,092 | 0,140 | 0,200 | 0,24 | 0,300 | 0,38 |
| Copper, low-alloyed | < 350 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650–850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850–1200 N/mm² | E | 120 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||||
| For dia. 6 to dia. 20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 530 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 290 | 0,110 | 0,168 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloyed | < 350 N/mm² | E | 160 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650–850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850–1200 N/mm² | E | 145 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Drilling jig, stud for system bolts dia. 5 mm

VDE 3/8 inch socket wrench, metric, hexagon, long

O-ring, metric

Countersunk head screw with recessed head, H ISO 7046-1, steel 4.8, zinc-nickel-plated, black (ZNBHL)

Heavy Duty floor marking, arrow

Print material FFF DuraPro ABS

Safety sandals, S1 Steitz VD PRO 1000 ESD

Lock plate with two tabs DIN 463, blue passivated zinc plated steel (A2K)

Comfort S2 FLEXITEC® ESD safety shoes

Bottle for cordless concrete vibrator