





Solid carbide roughing cutter 35° Speedcut aluminium, extra long XL, neck, triple blade, uneven angle of twist gradient
End mill SC Alu WN-XL Z3 4xD/2xD 35° WR HB
RGHCTR-SP-XL-AL-SC-WR-HB-D6,0MM
Art.-no. 5443315401
EAN 4062856533565




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7155 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
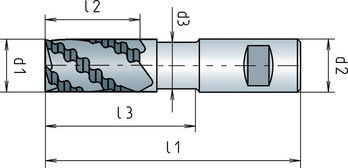
Diameter (d1) | 6 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 5.6 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 35° |
Corner radius (R) | 0 mm |
Length (l1) | 62 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 26 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.35 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Cutting values for roughing groove | ||||||||
| For dia. 8 - dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 475 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 250 | 0,140 | 0,200 | 0,24 | 0,300 | 0,38 |
| Copper, low-alloyed | < 350 N/mm² | E | 135 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650–850 N/mm² | E | 135 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850–1200 N/mm² | E | 120 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 8 to dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 530 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 290 | 0,168 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloyed | < 350 N/mm² | E | 160 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650–850 N/mm² | E | 170 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850–1200 N/mm² | E | 145 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Round/rigid adapter for dent lifter and pin puller

90° connecting elbow for W-IS-EL-F and WPKu-EM-F electrical conduits

Circlip For shafts, standard design, shape A DIN 471, spring steel, phosphated and oiled

Swivel arm For CLIP-O-FLEX® tray Keyboard

Hexagon tapping screw, shape C ISO 1479 A2 stainless steel, plain

Ducting clamp DIN3015-3, double series, smooth inner surface, W.TEC series

Hexagonal bolt with shank ISO 4014, steel 8.8, plain

Hexagon socket set screw with flattened tip ISO 4027, steel 45H, zinc flake, silver (ZFSHL)

Locking system, DPS

ASSY®plus 4 CSMP HO universal screw with access hole Hardened zinc-plated steel partial thread countersunk head with milling pockets