
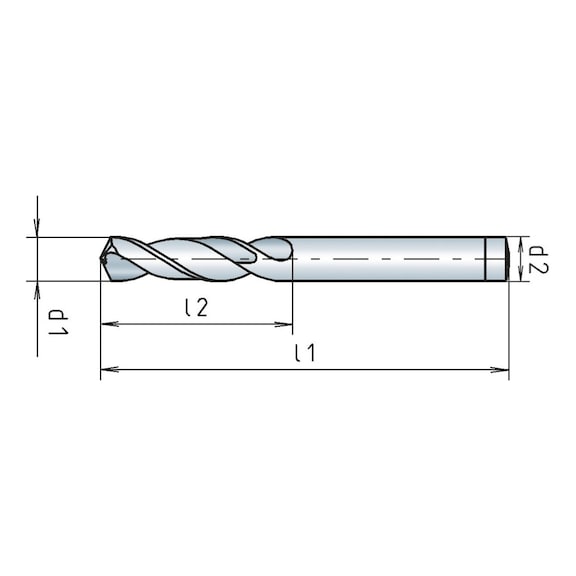



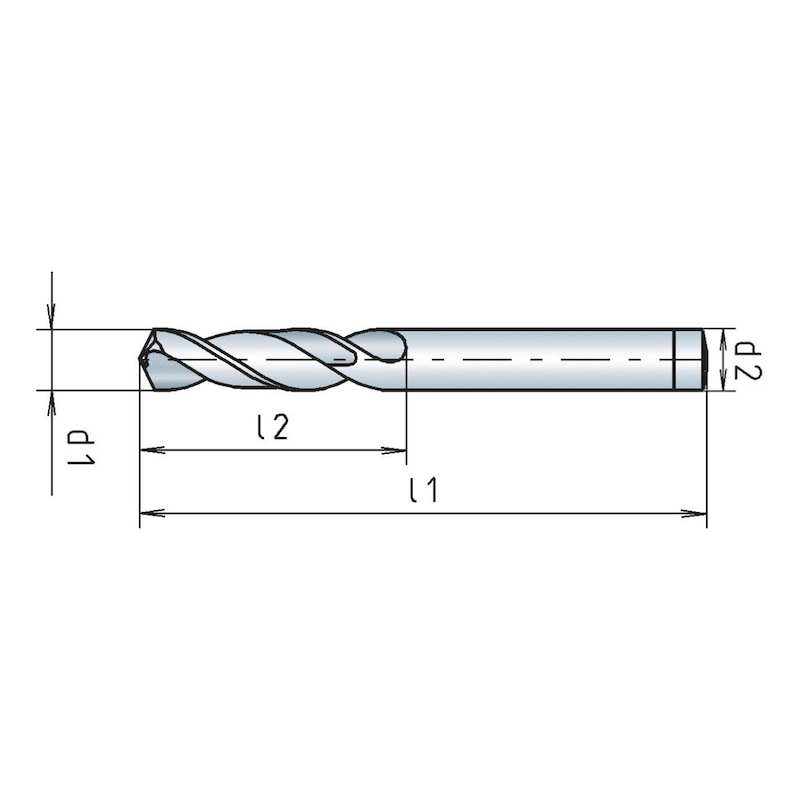
Solid carbide short twist drill bit DIN 6539
Twist drill solid carbide DIN6539-K 3xD type N
DRL-TWST-MET-DIN6539N-SC-D0,8MM
Art.-no. 5443000004
EAN 4055375886687

















Register now and access more than 125,000 products
≥ dia. 3.0 mm - 6 cutting edges
Datasheets(X)

 | |
Product code | 6146 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
Standards | DIN 6539 |
Design | Short |
Surface | Plain |
Max. drilling depth (D) | 3xD |
Cutting material | SC |
Angle of the tip | 118 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
Diameter (d1) | 0.8 mm |
Shank style | Cylindrical |
Length (l1) | 26 mm |
Chip flute length (l2) | 5 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 0.8 mm |
Tolerance of shank diameter | h5 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values | ||||||||
| For dia. 0.5-5.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.5-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5.9 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend |
| E = emulsion |
| T = dry |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | ||||||||
| For dia. 6-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16-20 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 500-850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 850-1000 N/mm² | E | 55 | 65 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 700-850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,120 | 0,150 | 0,200 | 0,240 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,110 | 0,140 | 0,180 | 0,216 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,110 | 0,140 | 0,180 | 0,216 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,110 | 0,140 | 0,180 | 0,216 |
| 850-1100 N/mm² | E | 50 | 60 | 0,110 | 0,140 | 0,180 | 0,216 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,110 | 0,140 | 0,180 | 0,216 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,110 | 0,140 | 0,180 | 0,216 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,120 | 0,150 | 0,200 | 0,240 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,120 | 0,150 | 0,200 | 0,240 |
| < 850 N/mm² | E | 25 | 35 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,120 | 0,150 | 0,200 | 0,240 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,110 | 0,140 | 0,180 | 0,216 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 |
| > 180 HB | T/E | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,120 | 0,150 | 0,200 | 0,240 |
| > 260 HB | E | 65 | 75 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,140 | 0,170 | 0,230 | 0,276 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,140 | 0,170 | 0,230 | 0,276 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| 650-850 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,130 | 0,160 | 0,210 | 0,252 |
| 850-1200 N/mm² | E | 90 | 140 | 0,130 | 0,160 | 0,210 | 0,252 | |
| Graphite | T | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 | |
Last viewed

SC long twist drill bit DIN 338

Hexagon socket set screw with truncated cone ISO 4026 A2 stainless steel 21H, plain

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

Cut protection glove Asatex 3721

System drawer cabinet 8.8: 574x770 mm

Keyed alike skeleton key for 6-pin NP bearing cylinder

GEFU® thread-rolling screw with Taptite 2000® thread, cylinder head and hexalobular drive

Pan head tapping screws with recessed head ISO 7049, A2-70 stainless steel, plain

Sanding sleeve holder Klingspor GK 555

Transport module with wheels