














Spiralbohrer HSCo8 WN MAGMA
Spiralbohrer HSCo8 WN Typ RH MAGMA
BO-SPRL-MET-WN-HSCO8-MAGMA-D3,5
Art.-Nr. 0618940350
EAN 4061975572714






Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Außergewöhnlich hohe Bohrstabilität und Schneidkraft
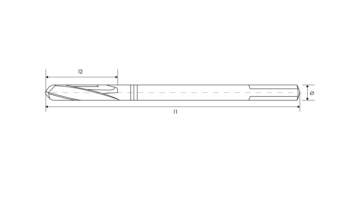
Verstärkter Kern und verkürzte Spirallänge nach DIN 1897 bei einer Gesamtlänge nach DIN 338
Extra hohe Bruchsicherheit
Optimierte Schneidkante und spezieller, flacher Spiralwinkel
Spezielle Magma Multilayer-Beschichtung und 8 % Cobaltlegierung
- Bis zu 9-fach höhere Standzeit und bis zu 50 % höhere Schnittgeschwindigkeit gegenüber unbeschichteten Bohrern
- Bis zu 2-fach höhere Standzeit gegenüber herkömmlichen Beschichtungen
- Hitzebeständig bis 800°C
Bestes Anzentrieren bei Arbeiten und verringerter Kraftaufwand
135° Grad Spitzenwinkel und optimierte Kreuzausspitzung
3-Flächenschaft (ab Ø 4 mm)
- Kein Durchdrehen im Bohrfutter: schnelleres, angenehmeres Arbeiten
- Optimale Kraftübertragung
- Schutz des Bohrfutters vor Beschädigungen
- Geringer Kraftaufwand beim Öffnen und Schließen des Bohrfutters
Produktverpackung aus 100 % PCR (recycleter Kunststoff aus Haushaltsabfällen), zu 100 % recyclebar
Datenblätter(X)

- Schwer zerspanbare Werkstoffe (z.B. Hardox 400-500), wie z.B. Baggerschaufeln, LKW-Aufbauten, Panzerplatten, Schneepflüge, landwirtschaftliche Maschinen, usw.
- Bohrungen in konventionellen Stählen mit Anspruch auf hohe Standzeit
Wenn möglich, ausreichend Kühl- und Schmierstoff verwenden.
 | |
Passend für Maschinentyp | Bohrmaschine, Akkuschrauber, Ständerbohrmaschine, Fräsbohrzentrum |
Zu bearbeitender Werkstoff | Harter und zäher Werkstoff |
Qualität | ZEBRA-Premium |
Norm / Bohrtiefe | WN / 3xD |
Durchmesser (Ø) | 3,5 mm |
Länge (l1) | 70 mm |
Spannutlänge (l2) | 20 mm |
Schaftdurchmesser | 3,5 mm |
Schaftform | Zylindrisch |
Oberfläche | Magma Multilayer Beschichtung |
Schneidstoff | HSCo8 |
Typ | H |
Spitzenwinkel | 135 Grad |
Standzeit (Punktesystem) | 4 von 4 Punkten |
Bohrgeschwindigkeit (Punktesystem) | 3 von 4 Punkten |
Bohrlochgüte (Punktesystem) ( ) | 4 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 2 von 4 Punkten |
Bohrverhalten (Punktesystem) | 4 von 4 Punkten |
Geeignet für Bohrmaschine (Punktesystem) | 4 von 4 Punkten |
Geeignet für Akkubohrschrauber (Punktesystem) | 4 von 4 Punkten |
Geeignet für Ständerbohrmaschine (Punktesystem) | 4 von 4 Punkten |
Geeignet für Fräsbohrzentrum (Punktesystem) | 3 von 4 Punkten |
Selbstzentrierend | Ja |
Geeignet für Zugfestigkeit bis | 1550 N/mm² |
Werkstoffuntergruppe | Legierte Vergütungsstähle, Nitrierstähle, Werkzeugstähle, Schnellarbeitsstähle, Gusseisen, Kugelgraphit, Temperguss, Titan, Titanlegierungen, Hardox, Federstähle, Bronze kurzspanend, Bronze langspanend, Messing kurzspanend |
| Schnittwerte | ||||||||||||
| Für Ø 1,0 - 3,0 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 1,0 | ab Ø 2,0 | ab Ø 3,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Stähle | ||||||||||||
| Unlegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Niedriglegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Legierte Vergütungsstähle | ≤ 1200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Nitrierstähle | ≤ 1200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Werkzeugstähle | ≤ 1200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Schnellarbeitsstähle | ≤ 1200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Edelstähle | ||||||||||||
| Titan und Titanlegierungen | ≤ 850 N/mm² | 7 | 10 | 2228 | 3183 | 0,020 | 1114 | 1592 | 0,030 | 743 | 1061 | 0,040 |
| Sonderlegierungen | ≤ 1200 N/mm² | 7 | 9 | 2228 | 2865 | 0,020 | 1114 | 1432 | 0,030 | 743 | 955 | 0,040 |
| Güsse | ||||||||||||
| Gusseisen | ≤ 350 HB | 20 | 30 | 6366 | 9550 | 0,030 | 3183 | 4775 | 0,040 | 2122 | 3183 | 0,050 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 18 | 22 | 5730 | 7000 | 0,030 | 2865 | 3500 | 0,040 | 1910 | 2334 | 0,050 |
| Harte Werkstoffe | ||||||||||||
| Hardox | ≤ 1250 N/mm² | 7 | 9 | 2228 | 2865 | 0,025 | 1114 | 1432 | 0,035 | 743 | 955 | 0,045 |
| Hardox | ≤ 1550 N/mm² | 4 | 6 | 1273 | 1910 | 0,015 | 637 | 955 | 0,020 | 424 | 637 | 0,030 |
| Federstähle | ≤ 1100 N/mm² | 8 | 10 | 2538 | 3183 | 0,025 | 1273 | 1592 | 0,035 | 849 | 1061 | 0,040 |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| n = Drehzahl [U/min] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Für Ø 8,0 - 12,0 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 8,0 | ab Ø 10,0 | ab Ø 12,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Stähle | ||||||||||||
| Unlegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Niedriglegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Legierte Vergütungsstähle | ≤ 1200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Nitrierstähle | ≤ 1200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Werkzeugstähle | ≤ 1200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Schnellarbeitsstähle | ≤ 1200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Edelstähle | ||||||||||||
| Titan und Titanlegierungen | ≤ 850 N/mm² | 7 | 10 | 279 | 398 | 0,100 | 223 | 318 | 0,120 | 186 | 265 | 0,140 |
| Sonderlegierungen | ≤ 1200 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,120 | 186 | 239 | 0,140 |
| Güsse | ||||||||||||
| Gusseisen | ≤ 350 HB | 20 | 30 | 796 | 1194 | 0,120 | 637 | 955 | 0,140 | 531 | 796 | 0,160 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 18 | 22 | 716 | 875 | 0,120 | 573 | 700 | 0,140 | 477 | 584 | 0,160 |
| Harte Werkstoffe | ||||||||||||
| Hardox | ≤ 1250 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,125 | 186 | 239 | 0,140 |
| Hardox | ≤ 1550 N/mm² | 4 | 6 | 159 | 239 | 0,080 | 127 | 191 | 0,100 | 106 | 159 | 0,110 |
| Federstähle | ≤ 1100 N/mm² | 8 | 10 | 318 | 398 | 0,100 | 255 | 318 | 0,125 | 212 | 265 | 0,140 |
| Für Ø 4,0 - 6,0 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 4,0 | ab Ø 5,0 | ab Ø 6,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Stähle | ||||||||||||
| Unlegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Niedriglegierte Vergütungsstähle | ≤ 1000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Legierte Vergütungsstähle | ≤ 1200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Nitrierstähle | ≤ 1200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Werkzeugstähle | ≤ 1200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Schnellarbeitsstähle | ≤ 1200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Edelstähle | ||||||||||||
| Titan und Titanlegierungen | ≤ 850 N/mm² | 7 | 10 | 557 | 796 | 0,050 | 446 | 637 | 0,060 | 371 | 531 | 0,080 |
| Sonderlegierungen | ≤ 1200 N/mm² | 7 | 9 | 557 | 716 | 0,050 | 446 | 573 | 0,060 | 371 | 477 | 0,080 |
| Güsse | ||||||||||||
| Gusseisen | ≤ 350 HB | 20 | 30 | 1592 | 2387 | 0,060 | 1273 | 1910 | 0,080 | 1061 | 1592 | 0,100 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 18 | 22 | 1432 | 1751 | 0,060 | 1146 | 1401 | 0,080 | 955 | 1167 | 0,100 |
| Harte Werkstoffe | ||||||||||||
| Hardox | ≤ 1250 N/mm² | 7 | 9 | 557 | 716 | 0,063 | 446 | 573 | 0,070 | 371 | 477 | 0,080 |
| Hardox | ≤ 1550 N/mm² | 4 | 6 | 318 | 477 | 0,040 | 255 | 382 | 0,050 | 212 | 318 | 0,060 |
| Federstähle | ≤ 1100 N/mm² | 8 | 10 | 637 | 796 | 0,060 | 509 | 637 | 0,070 | 424 | 531 | 0,080 |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Hartmetall Frässtift Zahnung STEEL

Schutzhandschuh gestrickt mit Beschichtung ATG® 56-451HCT MaxiDry® ZERO™

Schaftschraube mit Schlitz und Kegelkuppe DIN 427, Edelstahl A4, blank

3D-Band ∅ 20 mm

Grundierfüller 2K-Multi-Fill

Sicherheitsstiefel S3 ruNNex® LightStar 5323

Spannhülse

LEGRIS T-ANSCHLUSS VITON D 10 FT

ORSY®BULL-Schubladenbox Serie 5

Arbeitshose Planam BW 290 Bundhose