














Spiralbohrer SMART STEP EU+ HSS DIN 340
Spiralbohrer SMART STEP EU+ HSS DIN 340
BO-SPRL-MET-DIN340-HSS-SMARTSTEP-D1,0MM
Art.-Nr. 0624920100
EAN 4099618232466






Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Extreme Ungleichteilung (EU+)
- Bis zu 50 % höhere Standzeit
- Wesentlich komfortableres Bohren mit weniger Vibrationen, noch geringerem Kraftaufwand und perfekter Werkzeugführung (bis zu 60 % geringeres Drehmoment)
- Bis zu 20% geringerer Energieverbrauch
- Bis zu 15 % schnellerer Bohrfortschritt
Exakte, kreisrunde Bohrungen in einem breiten Materialspektrum inklusive Holz, Kunststoff und Acryl ohne Ausreißen oder Zersplittern
Sehr komfortables Bohren
- Erspart Vorbohren, punktgenaues Anbohren ohne Verlaufen
- Einfaches Aufbohren bzw. Vergrößern eines bestehenden Bohrlochs
- Schräges Bohren möglich
- Kein Rattern oder Einhaken - auch bei dünnwandigem Material
- Gratfreier Bohrungsaustritt
Signifikant schnelleres und kräfteschonenderes Bohren im Vergleich zu konventionellen HSS-Spiralbohrern
Perfekt zum Ausbohren von Nieten und Stehbolzen
3-Flächenschaft (ab Ø 4 mm)
- Kein Durchdrehen im Bohrfutter: schnelleres, angenehmeres Arbeiten
- Optimale Kraftübertragung
- Schutz des Bohrfutters vor Beschädigungen
- Geringer Kraftaufwand beim Öffnen und Schließen des Bohrfutters
Exklusiv bei WÜRTH erhätlich
Produktverpackung aus 100 % PCR (recycleter Kunststoff aus Haushaltsabfällen), zu 100 % recyclebar
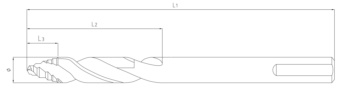
- Bei Grundlochbohrungen bitte verlängerte Bohrspitze (siehe Maß l3) beachten!
- Die Stufen des innovativen Spitzenanschliffs bohren Stück für Stück den gewünschten Durchmesser. Dabei wird der Span durch mehrere Hauptschneiden in kleine Einzelspäne gebrochen und somit eine optimale Spanabfuhr gewährleistet. Das Ergebnis sind hochpräzise, kreisrunde Bohrungen.
- Durch den Einsatz mehrerer Schneiden zur gleichen Zeit werden ein sehr schnelles, komfortables Arbeiten sowie eine hohe Standzeit ermöglicht.
Datenblätter(X)

- Optimal geeignet für den Einsatz im Akkuschrauber sowie auf Hand-, Ständer- und Säulenbohrmaschinen
- Einsatz in Stahl bis 1.000 N/mm², Gusseisen, Aluminium, Kupfer, Messing, Bronze, Hart- und Weichholz, Kunststoff (z.B. Acrylglas, HPL, Siebdruckplatten) und Verbundmaterialien (z.B. Kunststoffprofile mit Stahlkern)
- Hohe Bohrlochgüte und signifikant längere Standzeit im Vergleich zu konventionellen Holzspiralbohrern bei Bohrungen in Holz.
- Perfekt für Nietbohrungen, Ausbohren von Stehbolzen, zum Bohren von Blechen und dünnwandigen Profilmaterialien (z.B. Alu-/Fensterprofilen) sowie beim Bohren auf runden und schrägen Oberflächen, wie beispielweise Rohren.
- Ideal für hochpräzises, komfortables und schnelles Arbeiten im Vollmaterial (z.B. in Stahl bis 1000 N/mm² Festigkeit, Aluminium und Kunststoffen).
 | |
Passend für Maschinentyp | Bohrmaschine, Akkuschrauber, Ständerbohrmaschine |
Zu bearbeitender Werkstoff | Stahl, Gusseisen, Nichteisenmetall, Holz, Hartholz |
Qualität | ZEBRA-Premium |
Norm / Bohrtiefe | DIN 340 / 10xD |
Durchmesser (Ø) | 1,0 mm |
Länge (l1) | 56 mm |
Spannutlänge (l2) | 33 mm |
Schaftdurchmesser | 1,0 mm |
Schaftform | Zylindrisch |
Oberfläche | Mehrfachveredelt |
Schneidstoff | HSS |
Typ | SMART STEP |
Standzeit (Punktesystem) | 3 von 4 Punkten |
Bohrgeschwindigkeit (Punktesystem) | 4 von 4 Punkten |
Bohrlochgüte (Punktesystem) ( ) | 4 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 3 von 4 Punkten |
Bohrverhalten (Punktesystem) | 4 von 4 Punkten |
Geeignet für Bohrmaschine (Punktesystem) | 4 von 4 Punkten |
Geeignet für Akkubohrschrauber (Punktesystem) | 4 von 4 Punkten |
Geeignet für Ständerbohrmaschine (Punktesystem) | 4 von 4 Punkten |
Selbstzentrierend | Ja |
Geeignet für Zugfestigkeit bis | 1000 N/mm² |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle, Gusseisen, Kugelgraphit, Temperguss, Magnesiumlegierungen, Kupfer niedriglegiert, Messing kurzspanend, Messing langspanend, Kunststoffe duroplastisch, Kunststoffe thermoplastisch |
| Schnittwerte für Spiralbohrer SMART STEP EU+ HSS DIN 340 | ||||||||||||
| Für Ø 1,0 - 2,5 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 1,0 | ab Ø 2,0 | ab Ø 2,5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,01 | 2866 | 4299 | 0,012 | 2292 | 3439 | 0,015 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,01 | 2866 | 4299 | 0,012 | 2292 | 3439 | 0,015 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,01 | 2866 | 4299 | 0,012 | 2292 | 3439 | 0,015 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 4777 | 7324 | 0,008 | 2388 | 3662 | 0,01 | 1910 | 2929 | 0,012 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 4777 | 7324 | 0,008 | 2388 | 3662 | 0,01 | 1910 | 2929 | 0,012 |
| Legierte Vergütungsstähle | ≤ 1.200 N/mm² | 10 | 15 | 3184 | 4777 | 0,008 | 1592 | 2388 | 0,01 | 1273 | 1910 | 0,012 |
| Nitrierstähle | ≤ 1.200 N/mm² | 10 | 15 | 3184 | 4777 | 0,008 | 1592 | 2388 | 0,01 | 1273 | 1910 | 0,012 |
| Werkzeugstähle | ≤ 1.200 N/mm² | 10 | 15 | 3184 | 4777 | 0,008 | 1592 | 2388 | 0,01 | 1273 | 1910 | 0,012 |
| Schnellarbeitsstähle | ≤ 1.200 N/mm² | 10 | 15 | 3184 | 4777 | 0,008 | 1592 | 2388 | 0,01 | 1273 | 1910 | 0,012 |
| Gusseisen | ≤ 350 HB | 15 | 23 | 4777 | 7324 | 0,008 | 2388 | 3662 | 0,01 | 1910 | 2929 | 0,012 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 15 | 23 | 4777 | 7324 | 0,008 | 2388 | 3662 | 0,01 | 1910 | 2929 | 0,012 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 11146 | 14331 | 0,01 | 5573 | 7165 | 0,012 | 4458 | 5732 | 0,015 |
| Kunststoffe, duroplastisch | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,015 | |
| Kunststoffe, thermoplastisch | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,015 | |
| Weichholz | 21 | 30 | 6688 | 9554 | 0,012 | 3344 | 4777 | 0,014 | 2675 | 3821 | 0,017 | |
| Hartholz | 18 | 27 | 5732 | 8598 | 0,01 | 2866 | 4299 | 0,013 | 2292 | 3439 | 0,015 | |
| Legende | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| n = Drehzahl [U/min] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Für Ø 12,5 - 16,0 | |||||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 12,5 | ab Ø 16,0 | ||||||||||||
| ≤ 6,5 | > 6,5 | ≤ 8 | > 8 | ||||||||||||
| vc | n | f | n | f | n | f | n | f | |||||||
| von | bis | von | bis | von | bis | von | bis | von | bis | ||||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 18 | 27 | 881 | 1322 | 0,027 | 458 | 687 | 0,038 | 716 | 1074 | 0,03 | 358 | 537 | 0,04 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 881 | 1322 | 0,027 | 458 | 687 | 0,038 | 716 | 1074 | 0,03 | 358 | 537 | 0,04 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 881 | 1322 | 0,027 | 458 | 687 | 0,038 | 716 | 1074 | 0,03 | 358 | 537 | 0,04 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 734 | 1126 | 0,025 | 382 | 585 | 0,035 | 597 | 915 | 0,028 | 298 | 457 | 0,038 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 734 | 1126 | 0,025 | 382 | 585 | 0,035 | 597 | 915 | 0,028 | 298 | 457 | 0,038 |
| Legierte Vergütungsstähle | ≤ 1.200 N/mm² | 10 | 15 | 489 | 734 | 0,025 | 254 | 382 | 0,035 | 398 | 597 | 0,028 | 199 | 298 | 0,038 |
| Nitrierstähle | ≤ 1.200 N/mm² | 10 | 15 | 489 | 734 | 0,025 | 254 | 382 | 0,035 | 398 | 597 | 0,028 | 199 | 298 | 0,038 |
| Werkzeugstähle | ≤ 1.200 N/mm² | 10 | 15 | 489 | 734 | 0,025 | 254 | 382 | 0,035 | 398 | 597 | 0,028 | 199 | 298 | 0,038 |
| Schnellarbeitsstähle | ≤ 1.200 N/mm² | 10 | 15 | 489 | 734 | 0,025 | 254 | 382 | 0,035 | 398 | 597 | 0,028 | 199 | 298 | 0,038 |
| Gusseisen | ≤ 350 HB | 15 | 23 | 734 | 1126 | 0,025 | 382 | 585 | 0,035 | 597 | 915 | 0,028 | 298 | 457 | 0,038 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 15 | 23 | 734 | 1126 | 0,025 | 382 | 585 | 0,035 | 597 | 915 | 0,028 | 298 | 457 | 0,038 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1714 | 2204 | 0,027 | 891 | 1146 | 0,038 | 1393 | 1791 | 0,03 | 696 | 895 | 0,04 |
| Kunststoffe, duroplastisch | 15 | 23 | 734 | 1126 | 0,027 | 382 | 585 | 0,038 | 597 | 915 | 0,03 | 298 | 457 | 0,04 | |
| Kunststoffe, thermoplastisch | 15 | 23 | 734 | 1126 | 0,027 | 382 | 585 | 0,038 | 597 | 915 | 0,03 | 298 | 457 | 0,04 | |
| Weichholz | 21 | 30 | 1028 | 1469 | 0,03 | 535 | 764 | 0,041 | 836 | 1194 | 0,033 | 418 | 597 | 0,044 | |
| Hartholz | 18 | 27 | 881 | 1322 | 0,03 | 458 | 687 | 0,038 | 716 | 1074 | 0,032 | 358 | 537 | 0,041 | |
| Für Ø 6,3 - 10,0 | |||||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 6,3 | ab Ø 8,0 | ab Ø 10,0 | |||||||||||
| ≤ 6 | > 6 | ||||||||||||||
| vc | n | f | n | f | n | f | n | f | |||||||
| von | bis | von | bis | von | bis | von | bis | von | bis | ||||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,027 | 716 | 1074 | 0,03 | 955 | 1433 | 0,027 | 573 | 859 | 0,035 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,027 | 716 | 1074 | 0,03 | 955 | 1433 | 0,027 | 573 | 859 | 0,035 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,027 | 716 | 1074 | 0,03 | 955 | 1433 | 0,027 | 573 | 859 | 0,035 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 758 | 1162 | 0,025 | 597 | 915 | 0,028 | 796 | 1220 | 0,025 | 477 | 732 | 0,031 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 758 | 1162 | 0,025 | 597 | 915 | 0,028 | 796 | 1220 | 0,025 | 477 | 732 | 0,031 |
| Legierte Vergütungsstähle | ≤ 1.200 N/mm² | 10 | 15 | 505 | 758 | 0,025 | 398 | 597 | 0,028 | 530 | 796 | 0,025 | 318 | 477 | 0,031 |
| Nitrierstähle | ≤ 1.200 N/mm² | 10 | 15 | 505 | 758 | 0,025 | 398 | 597 | 0,028 | 530 | 796 | 0,025 | 318 | 477 | 0,031 |
| Werkzeugstähle | ≤ 1.200 N/mm² | 10 | 15 | 505 | 758 | 0,025 | 398 | 597 | 0,028 | 530 | 796 | 0,025 | 318 | 477 | 0,031 |
| Schnellarbeitsstähle | ≤ 1.200 N/mm² | 10 | 15 | 505 | 758 | 0,025 | 398 | 597 | 0,028 | 530 | 796 | 0,025 | 318 | 477 | 0,031 |
| Gusseisen | ≤ 350 HB | 15 | 23 | 758 | 1162 | 0,025 | 597 | 915 | 0,028 | 796 | 1220 | 0,025 | 477 | 732 | 0,031 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 15 | 23 | 758 | 1162 | 0,025 | 597 | 915 | 0,028 | 796 | 1220 | 0,025 | 477 | 732 | 0,031 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1769 | 2274 | 0,027 | 1393 | 1791 | 0,03 | 1857 | 2388 | 0,027 | 1114 | 1433 | 0,035 |
| Kunststoffe, duroplastisch | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,03 | 796 | 1220 | 0,027 | 477 | 732 | 0,035 | |
| Kunststoffe, thermoplastisch | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,03 | 796 | 1220 | 0,027 | 477 | 732 | 0,035 | |
| Weichholz | 21 | 30 | 1061 | 1516 | 0,03 | 836 | 1194 | 0,033 | 1114 | 1592 | 0,03 | 668 | 955 | 0,038 | |
| Hartholz | 18 | 27 | 909 | 1364 | 0,03 | 716 | 1074 | 0,032 | 955 | 1433 | 0,03 | 573 | 859 | 0,036 | |
| Für Ø 3,15 - 5,0 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 3,15 | ab Ø 4,0 | ab Ø 5,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,017 | 1433 | 2149 | 0,02 | 1146 | 1719 | 0,025 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,017 | 1433 | 2149 | 0,02 | 1146 | 1719 | 0,025 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,017 | 1433 | 2149 | 0,02 | 1146 | 1719 | 0,025 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 1516 | 2325 | 0,015 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 15 | 23 | 1516 | 2325 | 0,015 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 |
| Legierte Vergütungsstähle | ≤ 1.200 N/mm² | 10 | 15 | 1011 | 1516 | 0,015 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 |
| Nitrierstähle | ≤ 1.200 N/mm² | 10 | 15 | 1011 | 1516 | 0,015 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 |
| Werkzeugstähle | ≤ 1.200 N/mm² | 10 | 15 | 1011 | 1516 | 0,015 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 |
| Schnellarbeitsstähle | ≤ 1.200 N/mm² | 10 | 15 | 1011 | 1516 | 0,015 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 |
| Gusseisen | ≤ 350 HB | 15 | 23 | 1516 | 2325 | 0,015 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 |
| Kugelgraphit und Temperguss | ≤ 350 HB | 15 | 23 | 1516 | 2325 | 0,015 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 3538 | 4549 | 0,016 | 2786 | 3582 | 0,02 | 2229 | 2866 | 0,025 |
| Kunststoffe, duroplastisch | 15 | 23 | 1516 | 2325 | 0,016 | 1194 | 1831 | 0,02 | 955 | 1464 | 0,025 | |
| Kunststoffe, thermoplastisch | 15 | 23 | 1516 | 2325 | 0,016 | 1194 | 1831 | 0,02 | 955 | 1464 | 0,025 | |
| Weichholz | 21 | 30 | 2123 | 3033 | 0,018 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | |
| Hartholz | 18 | 27 | 1819 | 2729 | 0,018 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

DPZYL-DPS-ZHS-(NI)-36X66MM

Schutzbrille CEPHEUS®

Flachkopfschraube mit Schlitz und Ansatz Form B - mit Freistich

Passfeder Hohe Form DIN 6885, Stahl blank, Form E

Kronenmutter niedrige Form mit Feingewinde DIN 979, Stahl 05, verzinkt blau passiviert (A2K)

Sicherheitshalbschuh S1 Uvex 1 8511

GEFU® Gewindefurchende Schraube mit Taptite 2000®-Gewinde, abgeflachtem Halbrundkopf mit Bund und Innensechsrund

Zirkel mit Bleistifthalter

Zylinderschraube mit Innensechsrund, niedriger Kopf ISO 14580, Edelstahl A2-70, blank

Aufschraubschloss MS 5000