





Spiralbohrer VHM DIN 6537K
Spiralbohrer SD DIN6537K Typ H TiAlN-S UHS
BO-SPRL-DIN6537K-HS-IK-VHM-TNS-HA-D4,5MM
Art.-Nr. 5443002477
EAN 4055375915998












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6857 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
Normen | DIN 6537 |
Ausführung | Kurz |
Oberfläche | TiAlN-S |
Bohrtiefe max. (D) | 3xD |
Schneidstoff | VHM |
Typ | H |
Anzahl Führungsfasen | 2 STK |
Spitzenwinkel | 140 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
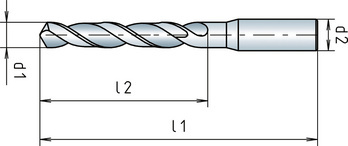
Durchmesser (d1) | 4,5 mm |
Schaftform | Zylindrisch DIN 6535-HA |
Länge (l1) | 66 mm |
Spannutlänge (l2) | 24 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 6 mm |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
| Schnittwerte für VHM Hochleistungsbohrer Speeddrill, Ultra Hard Steel, 68HRC 3xd ohne Innenkühlung | |||||
| Für Ø 3 - Ø 8,9 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |
| Ø 3 - Ø 5,9 | Ø 6 - Ø 8,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,180 | 0,240 |
| 500–850 N/mm² | E | 70 | 0,180 | 0,240 | |
| Automatenstähle | < 850 N/mm² | E | 80 | 0,180 | 0,240 |
| 850–1000 N/mm² | E | 70 | 0,180 | 0,240 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 65 | 0,150 | 0,210 |
| 700–850 N/mm² | E | 65 | 0,150 | 0,210 | |
| 850–1000 N/mm² | E | 65 | 0,150 | 0,210 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | E | 65 | 0,150 | 0,210 |
| 1000–1200 N/mm² | E | 50 | 0,150 | 0,210 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 75 | 0,180 | 0,240 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,180 | 0,240 |
| 1000–1200 N/mm² | E | 65 | 0,160 | 0,220 | |
| Nitrierstähle | < 1000 N/mm² | 65 | 0,150 | 0,210 | |
| 1000–1200 N/mm² | E | 65 | 0,150 | 0,210 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,150 | 0,210 |
| 850–1100 N/mm² | E | 50 | 0,150 | 0,210 | |
| Gehärtete Stähle | 40-48 HRC | E | 28 | 0,080 | 0,090 |
| 48–55 HRC | E | 20 | 0,080 | 0,090 | |
| 55–60 HRC | E | 16 | 0,080 | 0,090 | |
| 60–68 HRC | E | 10 | 0,080 | 0,090 | |
| Federstähle | < 1200 N/mm² | E | 40 | 0,150 | 0,210 |
| Gusseisen | < 180 HB | T/E | 75 | 0,230 | 0,340 |
| > 180 HB | T/E | 70 | 0,230 | 0,340 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 75 | 0,200 | 0,250 |
| > 260 HB | E | 70 | 0,200 | 0,250 | |
| Legende |
| T = Trocken |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für VHM Hochleistungsbohrer Speeddrill, Ultra Hard Steel, 68HRC 3xd ohne Innenkühlung | |||||
| Für Ø 9 - Ø 16 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |
| Ø 9 - Ø 11,9 | Ø 12 - Ø 16 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,300 | 0,350 |
| 500–850 N/mm² | E | 70 | 0,300 | 0,350 | |
| Automatenstähle | < 850 N/mm² | E | 80 | 0,300 | 0,350 |
| 850–1000 N/mm² | E | 70 | 0,300 | 0,350 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 65 | 0,270 | 0,320 |
| 700–850 N/mm² | E | 65 | 0,270 | 0,320 | |
| 850–1000 N/mm² | E | 65 | 0,270 | 0,320 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | E | 65 | 0,270 | 0,320 |
| 1000–1200 N/mm² | E | 50 | 0,270 | 0,320 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 75 | 0,300 | 0,350 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,300 | 0,350 |
| 1000–1200 N/mm² | E | 65 | 0,280 | 0,340 | |
| Nitrierstähle | < 1000 N/mm² | 65 | 0,270 | 0,320 | |
| 1000–1200 N/mm² | E | 65 | 0,270 | 0,320 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,270 | 0,320 |
| 850–1100 N/mm² | E | 50 | 0,270 | 0,320 | |
| Gehärtete Stähle | 40-48 HRC | E | 28 | 0,110 | 0,130 |
| 48–55 HRC | E | 20 | 0,110 | 0,130 | |
| 55–60 HRC | E | 16 | 0,110 | 0,130 | |
| 60–68 HRC | E | 10 | 0,110 | 0,130 | |
| Federstähle | < 1200 N/mm² | E | 40 | 0,270 | 0,320 |
| Gusseisen | < 180 HB | T/E | 75 | 0,430 | 0,520 |
| > 180 HB | T/E | 70 | 0,430 | 0,520 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 75 | 0,350 | 0,400 |
| > 260 HB | E | 70 | 0,350 | 0,400 | |
Zuletzt angesehen

Winkelschraubendreher TX, kurze Ausführung

Konstruktionskleber Klebt+Dichtet Kombi

Senkschraube mit Innensechskant ISO 10642, Stahl 010.9, blank

Vollauszug Nova Pro OrgaAer mit integriertem Dämpfungssystem

Holz Clip 5

Blechlocher Spaltstempel metrische ISO Größen nach EN 50262

Crimpzange für isolierte Verbinder

Sechskantschraube DIN EN 14399-4 Stahl 10.9, feuerverzinkt (TZN) für HV Garnitur

Augenschraube DIN 444, Edelstahl A2 blank, Form B

T-Griff 2K TX mit Seitenantrieb