



Spiralbohrer VHM, kurz DIN 6539
Spiralbohrer VHM DIN6539-K Typ N TiAlN
BO-SPRL-MET-DIN6539N-VHM-TN-D9,9MM
Art.-Nr. 5443000215
EAN 4055375888896

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
≥ Ø 3,0 mm - 6 Flächenanschliff
Datenblätter(X)

 | |
Produktcode | 6147 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
Normen | DIN 6539 |
Ausführung | Kurz |
Oberfläche | TiAlN |
Bohrtiefe max. (D) | 3xD |
Schneidstoff | VHM |
Typ | N |
Spitzenwinkel | 118 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
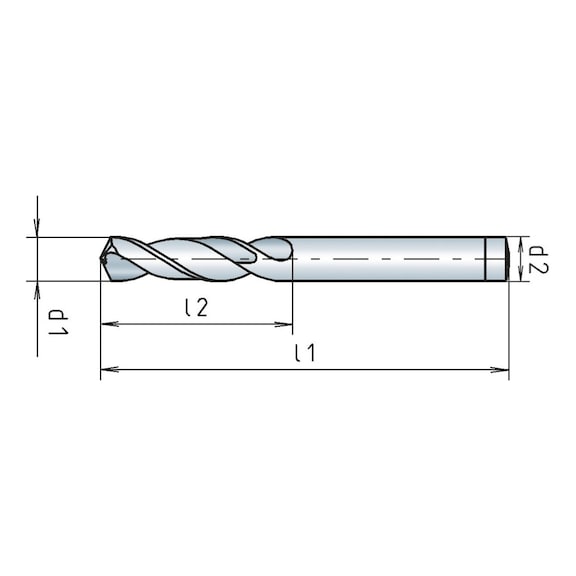
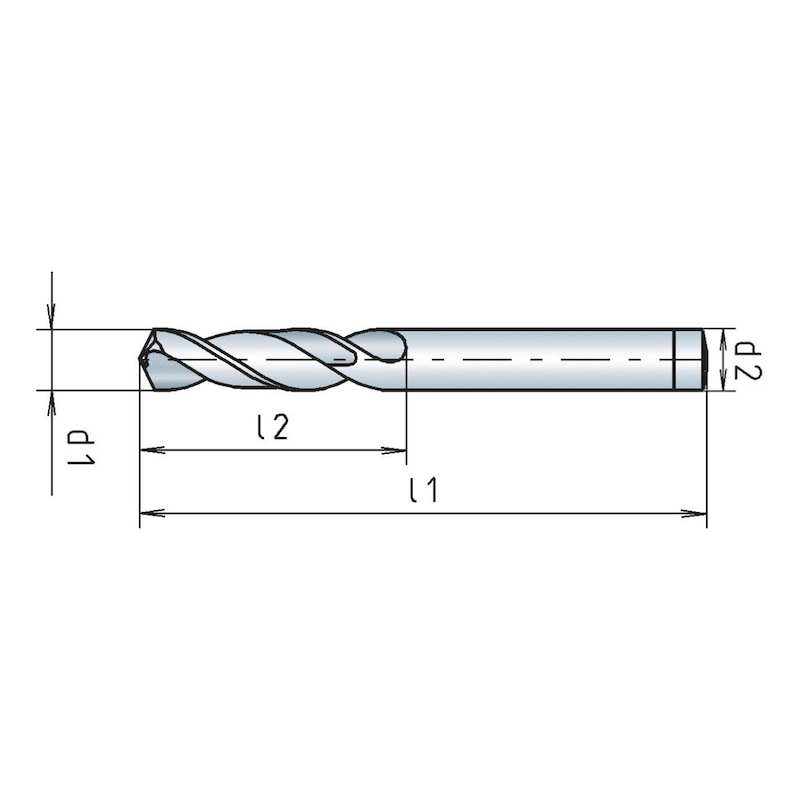
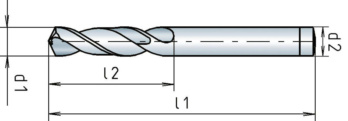
Durchmesser (d1) | 9,9 mm |
Schaftform | Zylindrisch |
Länge (l1) | 89 mm |
Spannutlänge (l2) | 43 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 9,9 mm |
Ausführung Bohrer | 6-Flächenanschliff |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer beschichtet | ||||||||
| Für Ø 0,5 - 5,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | ||||
| von | bis | Ø 0,5 - 0,9 | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5,9 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Automatenstähle | < 850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 70 | 85 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 80 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Federstähle | < 1200 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 32.5 | 45.5 | 0,010 | 0,030 | 0,050 | 0,090 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Gusseisen | < 180 HB | T/E | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 84.5 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 84.5 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 300 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 300 | 0,020 | 0,040 | 0,060 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Messing, kurzspanend | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Messing, langspanend | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, kurzspanend | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 180 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 120 | 180 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphit | T | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für VHM-Bohrer beschichtet | |||||||
| Für Ø 6 - 14 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 6 - 8,9 | Ø 9 - 11,9 | Ø 12 - 14 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 500-850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 | |
| Automatenstähle | < 850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 850-1000 N/mm² | E | 70 | 85 | 0,140 | 0,170 | 0,230 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 700-850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,120 | 0,150 | 0,200 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 80 | 100 | 0,120 | 0,150 | 0,200 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,120 | 0,150 | 0,200 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 85 | 0,110 | 0,140 | 0,180 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,110 | 0,140 | 0,180 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 85 | 0,110 | 0,140 | 0,180 |
| 850-1100 N/mm² | E | 65 | 80 | 0,110 | 0,140 | 0,180 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,110 | 0,140 | 0,180 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 50 | 0,110 | 0,140 | 0,180 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Federstähle | < 1200 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 40 | 50 | 0,120 | 0,150 | 0,200 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 50 | 0,120 | 0,150 | 0,200 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,120 | 0,150 | 0,200 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 32.5 | 45.5 | 0,120 | 0,150 | 0,200 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 |
| Gusseisen | < 180 HB | T/E | 90 | 130 | 0,130 | 0,160 | 0,210 |
| > 180 HB | T/E | 90 | 130 | 0,130 | 0,160 | 0,210 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 84.5 | 100 | 0,120 | 0,150 | 0,200 |
| > 260 HB | E | 84.5 | 100 | 0,120 | 0,150 | 0,200 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 300 | 0,140 | 0,170 | 0,230 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 300 | 0,140 | 0,170 | 0,230 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Messing, kurzspanend | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Messing, langspanend | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Bronze, kurzspanend | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| 650-850 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 180 | 0,130 | 0,160 | 0,210 |
| 850-1200 N/mm² | E | 120 | 180 | 0,130 | 0,160 | 0,210 | |
| Graphit | T | 90 | 130 | 0,130 | 0,160 | 0,210 | |
Zuletzt angesehen

Ringsicherungsscheibe schmale Form, Edelstahl A4, blank

Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank

Überspringbogen beidseitig mit Lötanschluss EN1254, Kupfer, 5085

Schneideisen Ruko HSS DIN EN 22568 Whitworth BSW

Zapfenstift mit Gewinde und Schlitz DIN 927, Stahl 14H, verzinkt blau passiviert (A2K)

Druckmaterial FFF PETG

Kegelkerbstift ISO 8744 Stahl blank

T-Mehrfachverteiler 4-fach

Knebelkerbstifte ISO 8742 Stahl blank

Schaftschraube mit Schlitz und Kegelkuppe DIN 427, Stahl 14H, blank