





Spiralbohrer VHM, lang DIN 338
Spiralbohrer VHM DIN338 5xD Typ N
BO-SPRL-MET-DIN338N-VHM-D7,0MM
Art.-Nr. 5443000291
EAN 4055375889640

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
≥ Ø 3,0 mm - 6 Flächenanschliff
Datenblätter(X)

 | |
Produktcode | 6156 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium |
Normen | DIN 338 |
Ausführung | Lang |
Oberfläche | Blank |
Bohrtiefe max. (D) | 5xD |
Schneidstoff | VHM |
Typ | N |
Spitzenwinkel | 118 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
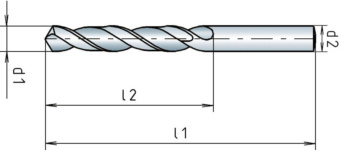
Durchmesser (d1) | 7,0 mm |
Schaftform | Zylindrisch |
Länge (l1) | 109 mm |
Spannutlänge (l2) | 69 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 7 mm |
Ausführung Bohrer | 6-Flächenanschliff |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 1 - 5,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5,9 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850-1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850-1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650-850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850-1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Graphit | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 6 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 6 - 8,9 | Ø 9 - 11,9 | Ø 12 - 16 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850-1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850-1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650-850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850-1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Graphit | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |
Zuletzt angesehen

Spiralbohrer VHM, lang DIN 338

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

STIEFEL-UVEX-QUATRO-PRO-84039-S2-GR48

Rillenkugellager FAG

Gewebeschleifband Trizact® für Elektroschleiffeile

Kette für Kettensäge

Arbeitsshirt Hakro 292

Bit TX C 8,0 (5/16 Zoll)

Design-Bodenträger

Verschlussschraube mit Bund und Außensechskant Zoll DIN 910, Stahl, verzinkt blau passiviert (A2K)