





Spiralbohrer VHM, lang DIN 338
Spiralbohrer VHM DIN338 5xD Typ N
BO-SPRL-MET-DIN338N-VHM-D9,6MM
Art.-Nr. 5443000317
EAN 4055375889909

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
≥ Ø 3,0 mm - 6 Flächenanschliff
Datenblätter(X)

 | |
Produktcode | 6156 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium |
Normen | DIN 338 |
Ausführung | Lang |
Oberfläche | Blank |
Bohrtiefe max. (D) | 5xD |
Schneidstoff | VHM |
Typ | N |
Spitzenwinkel | 118 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
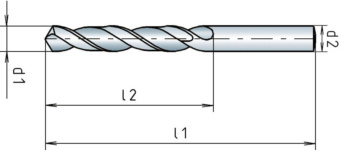
Durchmesser (d1) | 9,6 mm |
Schaftform | Zylindrisch |
Länge (l1) | 133 mm |
Spannutlänge (l2) | 87 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 9,6 mm |
Ausführung Bohrer | 6-Flächenanschliff |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 1 - 5,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5,9 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850-1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850-1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650-850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850-1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Graphit | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 6 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 6 - 8,9 | Ø 9 - 11,9 | Ø 12 - 16 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850-1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850-1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650-850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850-1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Graphit | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |
Zuletzt angesehen

Federscheibe Form B DIN 137 Edelstahl A4 blank, Form B gewellt

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Edelstahl A2 - 21H, blank

Sechskantschraube ASME B18.2.1, Stahl Grade 8, Blank
Sechskantschraube ASME B18.2.1, Stahl Grade 5, Blank

Bolzen ohne Kopf ISO 2340 Form A, Stahl blank
Sechskantschraube ASME B18.2.1, Stahl Grade 8, Blank

Handschleifblöcke mit Absaugung

Zylinderschraube mit Innensechskant und Vollgewinde ISO 4762 / DIN 912, Stahl 8.8, verzinkt blau passiviert (A2K), mit Vollgewinde

Passfeder hohe Form DIN 6885 Edelstahl 1.4571 Form A

Bolzen mit Kopf ISO 2341 Form A, Stahl verzinkt