





Subland stepped drill bit, DIN 8376 RN medium, 180°
Subland stepped drill bit HSS DIN 8376 medium 180°
DRL-STEP-MF-DIN8376RNM-180DGR-HSS-D3,4MM













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 851 |
Material to be processed | Steel, Cast metal, Copper, Brass, Aluminium, Plastic |
Suitable for screw | M3 |
Standards | DIN 8376 |
Cutting material | HSS |
Surface | Vaporised |
Angle of the tip | 118 Degree |
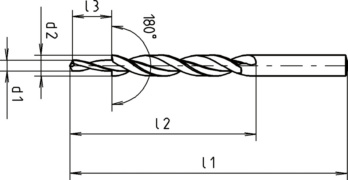
Pilot hole diameter (d1) | 3.4 mm |
Spot-facer diameter (d2) | 6 mm |
Length (l1) | 93 mm |
Chip flute length (l2) | 57 mm |
Pilot hole length (l3) | 9 mm |
Countersink angle | 180 Degree |
Shank style | Cylindrical |
Shank diameter | 6 mm |
Number of teeth | 2 PCS |
Coolant supply | External |
Tolerance of cutting edge diameter | h8 |
Tolerance of shank diameter | h8 |
Type description | Quality grade medium |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Grey cast iron, Malleable cast iron, Copper, Brass, Aluminium, Plastics |
| Cutting values for HSS drill bits | ||||||
| For dia. 3.4 to dia. 11 | ||||||
| Material designation | Tensile strength | vc | f | |||
| from | to | Dia. 3.4-4.9 | Dia. 5-7.9 | Dia. 8-11 | ||
| General structural steels | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Machining steels | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Alloyed case-hardening steels | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Cast iron | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Spheroidal graphite, malleable iron | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Magnesium, magnesium alloys | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Copper, low-alloy | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Brass, short-chipping | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Brass, long-chipping | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronze, short-chipping | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Legend |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Low head hexagon head bolt in hygienic design

Straight male fitting ISO 8434-1, stainless steel 1.4571, metric male thread with seal

Non-woven sanding belt For tube belt sander

Clamping pin/clamping sleeve, slotted, heavy-duty design ISO 8752 spring steel plain

Hexagon socket set screw with truncated cone ISO 4026 A4 stainless steel 21H, plain

O-ring For vehicle air-conditioning systems

EPS profile thumbturn cylinder for keyed alike systems with original equipment

Countersunk tapping screw, shape C with hexalobular drive

PVC single core H05/H07V-K, fine wire

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)