





T-Nutenfräser HSCo DIN 851AB
T-Nutenfräser HSCo DIN 851AB Z6-10 Typ NF
FRS-NUT-DIN851AB-NF-HSCO-D12,5MM
Art.-Nr. 5443600381
EAN 4055375875506




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1504 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
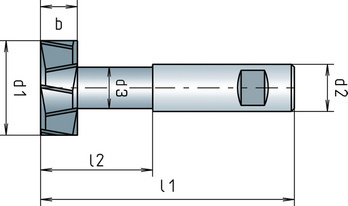
Durchmesser (d1) | 12,5 mm |
Schnittbreite (b) | 6 |
Schaftdurchmesser (d2) | 10 mm |
Halsdurchmesser | 5 mm |
Länge (l1) | 57 mm |
Halslänge (l2) | 17 mm |
Anzahl Schneiden | 6 STK |
Schaftform | Zylindrisch DIN 1835-B |
Schneidstoff | HSCo |
Typ | NF |
Oberfläche | Blank |
Drallwinkel | 20° |
Toleranz Schneidendurchmesser | d11 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Schnittwerte für Schruppen Nut | ||||||||
| Für Ø 12,5 - Ø 45 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12,5 - Ø 15,9 | Ø 16 - Ø 19,9 | Ø 20 - Ø 23,9 | Ø 24 - Ø 31,9 | Ø 32 - Ø 45 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| 500-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 700-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| 850-1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 850-1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| 1100-1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Gusseisen | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| 650-850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| 850-1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | 0,082 | 0,115 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Flachkopfschraube mit Innensechsrund ISO 14583, Edelstahl A4-70, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A4, 80 blank

Nutenstein aus Edelstahl, einschwenkbar mit Federkugel

Sechskantschraube mit Schaft und Feingewinde DIN 960, Stahl 8.8, verzinkt Dickschicht passiviert (VZD)

Hochleistungsanker mit Senkkopfschraube W-HAZ-SK/S

Ziehgriff für Schneidedraht

Schutzhandschuh Einweg Nitras White Wave 8310

Zink-Schlagauswuchtgewicht für Pkw-Stahlfelgen

Sechskantmutter, 1,5xd hoch DIN 6330, Stahl 10, blank

Schnittschutzhandschuh Ejendals TEGERA® 804