





Tooth-form cutter HSS pressure angle 20°
Gear cutter HSS BPII DIN 3972 Z12 20°
CTR-TO-EW20G-M3/8
Art.-no. 5443601378
EAN 4055375882795











Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3353 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 3972 BPII |
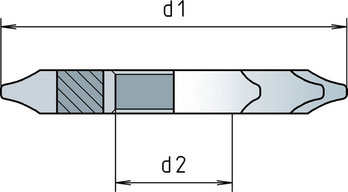
Diameter (d1 (js16)) | 70 mm |
Bore diameter (d2 (H7)) | 27 mm |
Number of cutting edges (Z) | 12 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for finishing contour | ||||||
| For dia. 40 to dia. 70 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 40 | Dia. 50 | Dia. 63-70 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,033 | 0,035 | 0,042 |
| 500-850 N/mm² | E | 25 | 0,029 | 0,031 | 0,037 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| < 850 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Cast iron | < 180 HB | - | 25 | 0,024 | 0,025 | 0,030 |
| > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 |
| > 260 HB | E | 17 | 0,024 | 0,025 | 0,030 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Work dungarees Kübler Innovatiq 3230 5370

Round-headed strip nails, 21° with ring shank. Steel plain

ASSY® 4 CSMP universal screw Steel zinc plated partial thread countersunk milling pocket head

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 12.9, plain

Chipping hammer MH 16-XE

4KS profile double cylinder

Plastic expanding rivet with cap, with multiple slits

Countersunk screw with hexalobular head ISO 14581, blue passivated zinc plated 8.8 steel (A2K)

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Threaded fitting DIN 976, zinc plated 8.8 steel with thick-layer passivation (VZD)