















Twist drill bit HSCO DIN 338 SMART STEP
Twist drill bit HSCo DIN 338 SMART STEP
DRL-TWST-MET-DIN338-HSCO-SMARTSTEP-D17,0
ZEBRA SMART STEP






Register now and access more than 125,000 products
Newly designed stepped drill bit tip geometry (from dia. 2.5 mm)
Significantly faster than conventional twist drill bits
Significantly less effort required when drilling compared to conventional twist drill bits
Precise, circular holes without centre-punching
Extremely comfortable drilling
- Eliminates pre-drilling, precise spot drilling without running off-centre
- Angled drilling possible
- Simple drilling or enlarging of an existing drill hole
- Perfect for drilling out rivets
- Ideal for drilling in round material or pipes with stringent requirements for centring, precision and service life, e.g. in railing construction
The first twist drill bit to enable precise drilling up to dia. 20 mm without pre-drilling in hand-held tools
- Optimised stepped drill bit tip geometry
- Shank reduced to dia. 12.7 mm from > 13.0 mm drill bit diameter for use in all standard 3-jaw drill chucks
3-flat shank (from dia. 4 mm)
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
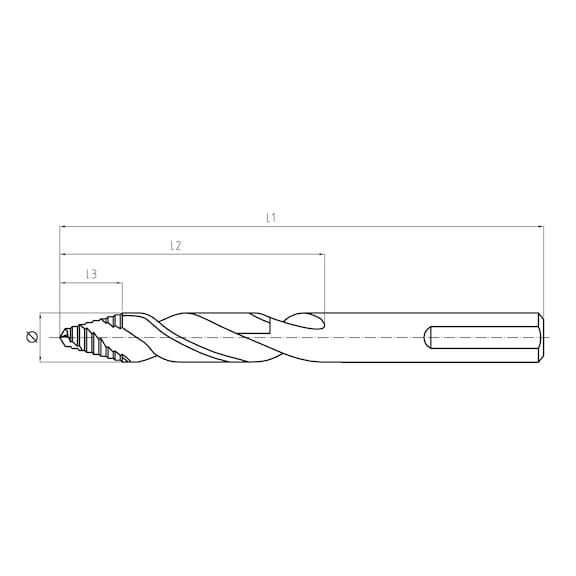
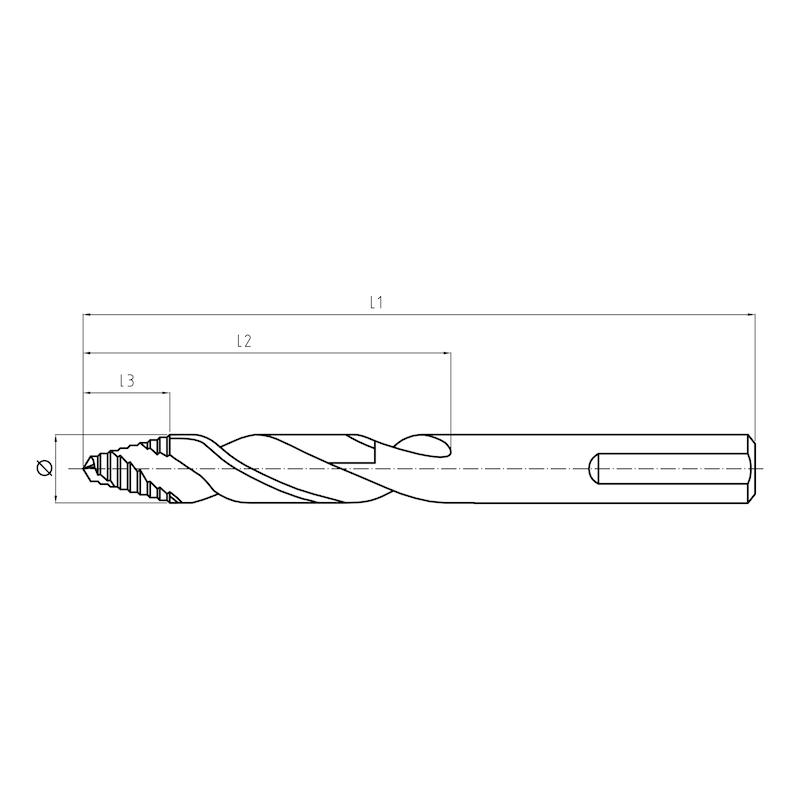
For blind holes, please note the extended drill tip (see dimension l3)!
Datasheets(X)

- Perfect for drilling round pipes (e.g. in railing construction), for drilling out stud bolts, rivet holes, for drilling sheet metal and thin-walled profile materials
- Ideal for high-precision, comfortable and fast drilling in solid materials
- Ideal for large bore diameters
 | |
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Stainless steel, Titanium, Non-ferrous metal, Wood, Hardwood |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 338 / 5xD |
Diameter (Ø) | 17.0 mm |
Length (l1) | 184 mm |
Chip flute length (l2) | 125 mm |
Drill tip length (l3) | 13.7 mm |
Shank style | 3-face shank |
Surface | Oxide finish |
Cutting material | HSCo |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, martensitic, Stainless steels, austenitic, Titanium, Titanium alloys, Spring steels, Aluminium, Aluminium alloys, Aluminium casting alloys (<10% silicon), Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| For dia. 12.5–20.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 12.5 | from dia. 16.0 | from dia. 20.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 458 | 687 | 0,040 | 358 | 537 | 0,042 | 286 | 430 | 0,044 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 458 | 687 | 0,040 | 358 | 537 | 0,042 | 286 | 430 | 0,044 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 458 | 687 | 0,040 | 358 | 537 | 0,042 | 286 | 430 | 0,044 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 382 | 585 | 0,037 | 298 | 457 | 0,040 | 238 | 366 | 0,042 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 382 | 585 | 0,037 | 298 | 457 | 0,040 | 238 | 366 | 0,042 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 254 | 382 | 0,037 | 199 | 298 | 0,040 | 159 | 238 | 0,042 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 254 | 382 | 0,037 | 199 | 298 | 0,040 | 159 | 238 | 0,042 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 254 | 382 | 0,037 | 199 | 298 | 0,040 | 159 | 238 | 0,042 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 254 | 382 | 0,037 | 199 | 298 | 0,040 | 159 | 238 | 0,042 |
| Cast iron | ≤ 350 HB | 15 | 23 | 382 | 585 | 0,037 | 298 | 457 | 0,040 | 238 | 366 | 0,042 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 382 | 585 | 0,037 | 298 | 457 | 0,040 | 238 | 366 | 0,042 |
| Stainless steels | 1,200 N/mm² | 8 | 12 | 203 | 305 | 0,037 | 159 | 238 | 0,04 | 109 | 168 | 0,042 |
| Titanium | 850 N/mm² | 6 | 10 | 153 | 255 | 0,035 | 119 | 199 | 0,038 | 79 | 129 | 0,04 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 891 | 1146 | 0,040 | 696 | 895 | 0,041 | 557 | 716 | 0,044 |
| Plastics, duroplastic | 15 | 23 | 382 | 585 | 0,041 | 298 | 457 | 0,042 | 238 | 366 | 0,044 | |
| Plastics, thermoplastic | 15 | 23 | 382 | 585 | 0,041 | 298 | 457 | 0,042 | 238 | 366 | 0,044 | |
| Softwood | 21 | 30 | 535 | 764 | 0,042 | 418 | 597 | 0,045 | 334 | 477 | 0,047 | |
| Hardwood | 18 | 27 | 458 | 687 | 0,039 | 358 | 537 | 0,042 | 286 | 430 | 0,044 | |
| Cutting parameters for twist drill bit HSCo DIN 338 SMART STEP | ||||||||||||
| For dia. 1.0–2.5 | ||||||||||||
| Material designation | Tensile strength | from dia. 1.0 | from dia. 2.0 | from dia. 2.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,011 | 2866 | 4299 | 0,013 | 2292 | 3439 | 0,017 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,011 | 2866 | 4299 | 0,013 | 2292 | 3439 | 0,017 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 5732 | 8598 | 0,011 | 2866 | 4299 | 0,013 | 2292 | 3439 | 0,017 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,014 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,014 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 3184 | 4777 | 0,01 | 1592 | 2388 | 0,012 | 1273 | 1910 | 0,014 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 3184 | 4777 | 0,01 | 1592 | 2388 | 0,012 | 1273 | 1910 | 0,014 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 3184 | 4777 | 0,01 | 1592 | 2388 | 0,012 | 1273 | 1910 | 0,014 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 3184 | 4777 | 0,01 | 1592 | 2388 | 0,012 | 1273 | 1910 | 0,014 |
| Cast iron | ≤ 350 HB | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,014 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 4777 | 7324 | 0,01 | 2388 | 3662 | 0,012 | 1910 | 2929 | 0,014 |
| Stainless steels | 1,200 N/mm² | 8 | 12 | 2547 | 3821 | 0,01 | 1273 | 1910 | 0,012 | 1019 | 1518 | 0,014 |
| Titanium | 850 N/mm² | 6 | 10 | 1910 | 3183 | 0,008 | 955 | 1592 | 0,01 | 764 | 1273 | 0,012 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 11146 | 14331 | 0,011 | 5573 | 7165 | 0,013 | 4458 | 5732 | 0,016 |
| Plastics, duroplastic | 15 | 23 | 4777 | 7324 | 0,012 | 2388 | 3662 | 0,014 | 1910 | 2929 | 0,017 | |
| Plastics, thermoplastic | 15 | 23 | 4777 | 7324 | 0,012 | 2388 | 3662 | 0,014 | 1910 | 2929 | 0,017 | |
| Softwood | 21 | 30 | 6688 | 9554 | 0,013 | 3344 | 4777 | 0,015 | 2675 | 3821 | 0,018 | |
| Hardwood | 18 | 27 | 5732 | 8598 | 0,011 | 2866 | 4299 | 0,014 | 2292 | 3439 | 0,016 | |
| For dia. 6.3–10.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 6.3 | from dia. 8.0 | from dia. 10.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,029 | 716 | 1074 | 0,032 | 573 | 859 | 0,037 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,029 | 716 | 1074 | 0,032 | 573 | 859 | 0,037 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 909 | 1364 | 0,029 | 716 | 1074 | 0,032 | 573 | 859 | 0,037 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,030 | 477 | 732 | 0,033 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,030 | 477 | 732 | 0,033 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 505 | 758 | 0,027 | 398 | 597 | 0,030 | 318 | 477 | 0,033 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 505 | 758 | 0,027 | 398 | 597 | 0,030 | 318 | 477 | 0,033 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 505 | 758 | 0,027 | 398 | 597 | 0,030 | 318 | 477 | 0,033 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 505 | 758 | 0,027 | 398 | 597 | 0,030 | 318 | 477 | 0,033 |
| Cast iron | ≤ 350 HB | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,030 | 477 | 732 | 0,033 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 758 | 1162 | 0,027 | 597 | 915 | 0,030 | 477 | 732 | 0,033 |
| Stainless steels | 1,200 N/mm² | 8 | 12 | 404 | 606 | 0,027 | 318 | 477 | 0,03 | 254 | 382 | 0,033 |
| Titanium | 850 N/mm² | 6 | 10 | 303 | 505 | 0,025 | 239 | 398 | 0,028 | 191 | 318 | 0,031 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1769 | 2274 | 0,029 | 1393 | 1791 | 0,032 | 1114 | 1433 | 0,037 |
| Plastics, duroplastic | 15 | 23 | 758 | 1162 | 0,030 | 597 | 915 | 0,033 | 477 | 732 | 0,038 | |
| Plastics, thermoplastic | 15 | 23 | 758 | 1162 | 0,030 | 597 | 915 | 0,033 | 477 | 732 | 0,038 | |
| Softwood | 21 | 30 | 1061 | 1516 | 0,031 | 836 | 1194 | 0,034 | 668 | 955 | 0,039 | |
| Hardwood | 18 | 27 | 909 | 1364 | 0,031 | 716 | 1074 | 0,033 | 573 | 859 | 0,037 | |
| For dia. 3.15–5.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 3.15 | from dia. 4.0 | from dia. 5.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,019 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,019 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1819 | 2729 | 0,019 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1516 | 2325 | 0,017 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,023 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1516 | 2325 | 0,017 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,023 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 1011 | 1516 | 0,017 | 796 | 1194 | 0,020 | 636 | 955 | 0,023 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 1011 | 1516 | 0,017 | 796 | 1194 | 0,020 | 636 | 955 | 0,023 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 1011 | 1516 | 0,017 | 796 | 1194 | 0,020 | 636 | 955 | 0,023 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 1011 | 1516 | 0,017 | 796 | 1194 | 0,020 | 636 | 955 | 0,023 |
| Cast iron | ≤ 350 HB | 15 | 23 | 1516 | 2325 | 0,017 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,023 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 1516 | 2325 | 0,017 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,023 |
| Stainless steels | 1,200 N/mm² | 8 | 12 | 808 | 1213 | 0,017 | 636 | 955 | 0,02 | 509 | 764 | 0,023 |
| Titanium | 850 N/mm² | 6 | 10 | 606 | 1011 | 0,015 | 477 | 796 | 0,018 | 382 | 637 | 0,021 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 3538 | 4549 | 0,018 | 2786 | 3582 | 0,022 | 2229 | 2866 | 0,027 |
| Plastics, duroplastic | 15 | 23 | 1516 | 2325 | 0,019 | 1194 | 1831 | 0,023 | 955 | 1464 | 0,028 | |
| Plastics, thermoplastic | 15 | 23 | 1516 | 2325 | 0,019 | 1194 | 1831 | 0,023 | 955 | 1464 | 0,028 | |
| Softwood | 21 | 30 | 2123 | 3033 | 0,019 | 1672 | 2388 | 0,024 | 1338 | 1910 | 0,029 | |
| Hardwood | 18 | 27 | 1819 | 2729 | 0,019 | 1433 | 2149 | 0,023 | 1146 | 1719 | 0,028 | |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Fully threaded hexagonal bolt and fine thread

Slotted countersunk head screw ISO 2009, steel 4.8, zinc-plated, blue passivated (A2K)

Plastic frame anchor W-UR 10 XS W-UR 10 XS for use in perforated brick with small chambers and thin webs in conjunction with the AMO Combi screw

Hexagonal bolt with shank

Safety sandals, S1

Hexagonal nut with clamping piece (all-metal) ISO 7042, steel 8, hot-dip galvanised (hdg)

Countersunk screw with hexalobular head ISO 14581, steel, strength class 8.8, zinc-nickel-plated, black (ZNBHL)

Hexagonal bolt, with thread to head and fine thread ISO 8676, steel 8.8, plain

Hexagon nut, low profile with fine thread DIN 439, A4 stainless steel, plain

Leaf springs Sundström R06-0806