
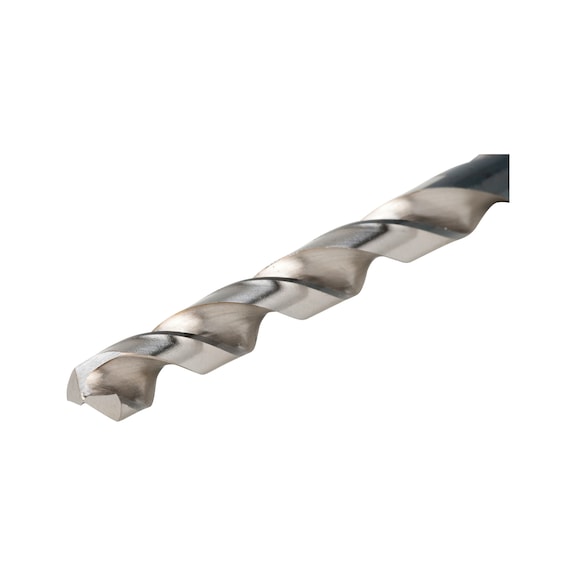












Twist drill bit HSCo DIN 338 MFD Speed
Twist drill bit HSCo DIN 338 MFD Speed
DRL-TWST-MET-DIN338-HSCO-MFDSPEED-D5,5
Art.-no. 0626930550
EAN 4056807135472






Register now and access more than 125,000 products
Up to 50 % faster than conventional twist drill bits with point thinning
Speed geometry
Optimal centring even when working on curved surfaces
135° tip angle and optimised cross web thinning
Low friction and fast chip removal
Exclusive Vario helix
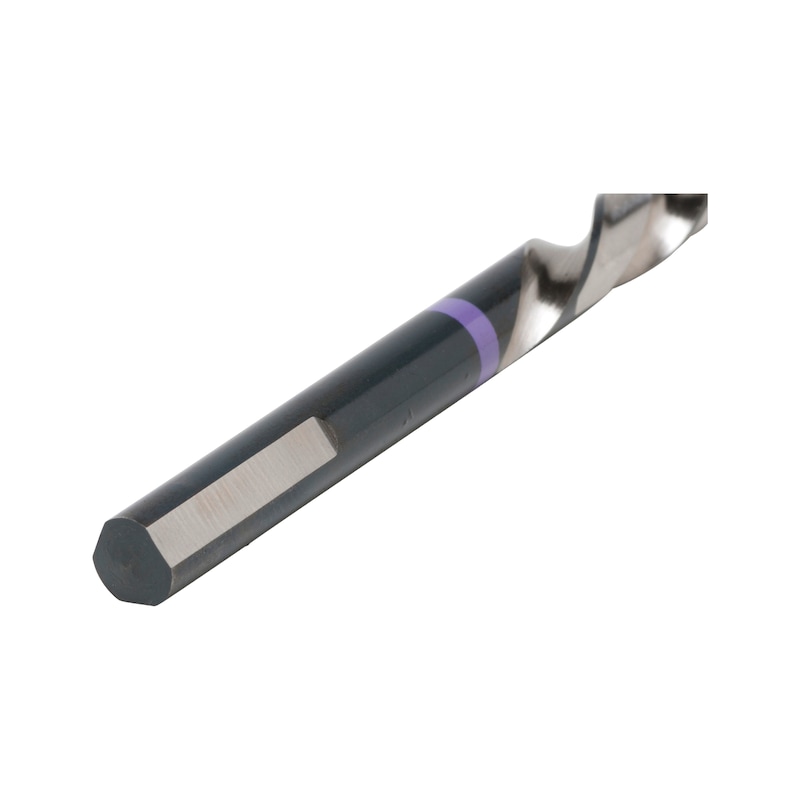
3-flat shank (from dia. 4 mm):
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Available exclusively from Würth
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

Specially designed drill bit for a variety of different uses in cordless drills and hand drills
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Stainless steel, Titanium, Aluminium |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 338 / 5xD |
Diameter (Ø) | 5.5 mm |
Length (l1) | 93 mm |
Chip flute length (l2) | 57 mm |
Shank diameter | 5.5 mm |
Shank style | 3-face shank |
Surface | Multiple refined |
Cutting material | HSCo |
Angle of the tip | 135 Degree |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 3 of 4 points |
Versatility (points system) | 4 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Spring steels, Magnesium alloys, Copper, low-alloyed, Bronze, short-chipping, Bronze, long-chipping, Brass, short-chipping, Brass, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Alloyed tempering steels, Titanium alloys, Aluminium alloys, Aluminium, Aluminium casting alloys (<10% silicon), Aluminium wrought alloys |
| Cutting values | ||||||||||||
| For dia. 1.0-2.5 | ||||||||||||
| Material designation | Tensile strength | from dia. 1.0 | from dia. 2.0 | from dia. 2.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 8913 | 11141 | 0,014 | 4456 | 5570 | 0,040 | 3565 | 4456 | 0,050 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 8913 | 11141 | 0,014 | 4456 | 5570 | 0,040 | 3565 | 4456 | 0,050 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 3183 | 4456 | 0,012 | 1592 | 2228 | 0,032 | 1273 | 1783 | 0,040 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 1910 | 3183 | 0,008 | 955 | 1592 | 0,025 | 764 | 1273 | 0,032 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 9549 | 11141 | 0,018 | 4775 | 5570 | 0,063 | 3820 | 4456 | 0,080 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 8276 | 9549 | 0,018 | 4138 | 4775 | 0,063 | 3310 | 3820 | 0,080 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 12732 | 19099 | 0,018 | 6366 | 9549 | 0,063 | 5093 | 7639 | 0,080 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 6366 | 9549 | 0,016 | 3183 | 4775 | 0,050 | 2546 | 3820 | 0,063 |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 12.5-16.0 | |||||||||
| Material designation | Tensile strength | from dia. 12.5 | from dia. 16.0 | ||||||
| vc | n | f | n | f | |||||
| from | to | from | to | from | to | ||||
| Steels | |||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 713 | 891 | 0,160 | 557 | 696 | 0,200 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 713 | 891 | 0,160 | 557 | 696 | 0,200 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Stainless steels | |||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 255 | 357 | 0,125 | 199 | 279 | 0,160 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 153 | 255 | 0,100 | 119 | 199 | 0,125 |
| Cast metals | |||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 764 | 891 | 0,250 | 597 | 696 | 0,315 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 662 | 764 | 0,250 | 517 | 597 | 0,315 |
| Non-ferrous metals | |||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 1019 | 1528 | 0,250 | 796 | 1194 | 0,315 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 509 | 764 | 0,200 | 398 | 597 | 0,250 |
| For dia. 6.3-10.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 6.3 | from dia. 8.0 | from dia. 10.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 1415 | 1768 | 0,100 | 1114 | 1393 | 0,125 | 891 | 1114 | 0,160 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 1415 | 1768 | 0,100 | 1114 | 1393 | 0,125 | 891 | 1114 | 0,160 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 505 | 707 | 0,080 | 398 | 557 | 0,100 | 318 | 446 | 0,125 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 303 | 505 | 0,063 | 239 | 398 | 0,100 | 191 | 318 | 0,100 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 1516 | 1768 | 0,160 | 1194 | 1393 | 0,080 | 955 | 1114 | 0,250 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 1314 | 1516 | 0,160 | 1035 | 1194 | 0,080 | 828 | 955 | 0,250 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 2021 | 3032 | 0,160 | 1592 | 2387 | 0,200 | 1273 | 1910 | 0,250 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 1011 | 1516 | 0,125 | 796 | 1194 | 0,160 | 637 | 955 | 0,200 |
| For dia. 3.15-5.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 3.15 | from dia. 4.0 | from dia. 5.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 2829 | 3537 | 0,063 | 2228 | 2785 | 0,080 | 1783 | 2228 | 0,080 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 2829 | 3537 | 0,063 | 2228 | 2785 | 0,080 | 1783 | 2228 | 0,080 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 1011 | 1415 | 0,050 | 796 | 1114 | 0,063 | 637 | 891 | 0,063 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 606 | 1011 | 0,040 | 477 | 796 | 0,050 | 382 | 637 | 0,050 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 3032 | 3537 | 0,100 | 2387 | 2785 | 0,125 | 1910 | 2228 | 0,125 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 2627 | 3032 | 0,100 | 2069 | 2387 | 0,125 | 1655 | 1910 | 0,125 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 4042 | 6063 | 0,100 | 3183 | 4775 | 0,125 | 2546 | 3820 | 0,125 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 2021 | 3032 | 0,080 | 1592 | 2387 | 0,100 | 1273 | 1910 | 0,100 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Body Sealing Plugs

Prusa CORE One 3D printer

Blind rivet, open, with break mandrel and flat head ISO 15981, dome head, aluminium/aluminium

Complete printed Clipster number plate holder

Low-cut safety shoes, S2 Uvex 1 G2 6844

Safety shoes, S1 Uvex Motion Style 6998.8

Ideal snips

MS 5000 decorative knob with two recessed handles

Dry sandpaper disc Mirka Gold

ASME B18.16.6 steel GRB zinc-plated waxed