

















Twist drill bit HSS DIN 1869 R2 SMART STEP
Twist drill bit HSS DIN 1869 R2 SMART STEP
DRL-TWST-MET-DIN1869-HSS-SMARTSTEP-D6,7
Art.-no. 0624950670
EAN 4065746542944






Register now and access more than 125,000 products
The first extra-long twist drill bit with stepped drill bit tip geometry
Precise, circular holes without centre-punching
Up to 100 % faster than conventional extra-long HSS drill bits
Extremely comfortable drilling
- Eliminates pre-drilling despite the extra-long design, precise spot drilling
- Prevents the tool from running off-centre even during particularly deep drilling
- Significantly less effort required when drilling compared to conventional extra-long twist drill bits
- Simple drilling or enlarging of an existing drill hole
3-flat shank
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Available exclusively from Würth
For blind holes, please note the extended drill tip (see dimension l3)!
Datasheets(X)

- Ideal for drilling thin-walled composite materials, e.g. in window construction (plastic profiles with steel core)
- High quality of drill holes and significantly longer service life compared to conventional wood boring bits.
- Perfect for cordless drill drivers as well as handheld and pillar drill and drill presses
- Universally suited for smooth as well as rounded and uneven surfaces
For optimum drilling progress and to avoid jamming, use “pecking cycles” for large drilling depths.
 | |
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Non-ferrous metal, Wood, Hardwood |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 1869 / 25xD |
Design | Overlong |
Diameter (Ø) | 6.7 mm |
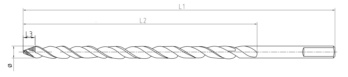
Length (l1) | 275 mm |
Chip flute length (l2) | 190 mm |
Drill tip length (l3) | 5.9 mm |
Shank diameter | 6.7 mm |
Shank style | 3-face shank |
Surface | Multiple refined |
Cutting material | HSS |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 4 of 4 points |
Versatility (points system) | 3 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1000 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Cutting parameters for twist drill bit HSS DIN 1869 R2 SMART STEP | ||||||||||||
| For dia. 4.0–6.0 | ||||||||||||
| Material designation | Tensile strength | From dia. 4.0 | From dia. 5.0 | From dia. 6.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Cast iron | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| Plastics, duroplastic | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Plastics, thermoplastic | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Softwood | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| Hardwood | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| For dia. 8.0–13.0 | ||||||||||||
| Material designation | Tensile strength | From dia. 8.0 | From dia. 10.0 | From dia. 13.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Cast iron | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| Plastics, duroplastic | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Plastics, thermoplastic | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Softwood | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| Hardwood | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Rubber mat for workshop trolleys

Safety sandals S1 Uvex 1 G2 6842

Safety goggles Spica®

ORSY®BULL locking bar

Hose

Countersunk slotted head screw, Z DIN 965 plain A4 stainless steel
Knob cylinder 3KS

Hexagon nut, high profile, with clamping piece (non-metal insert) DIN 982, zinc plated 8 steel with thick-layer passivation (VZD)

Thin-walled heat-shrink hose shrink rate 2:1 without internal adhesive

Work shorts Kübler Reflectiq PPE 2 2307 8341