

















Twist drill bit HSS DIN 1869 R2 SMART STEP
Twist drill bit HSS DIN 1869 R2 SMART STEP
DRL-TWST-MET-DIN1869-HSS-SMARTSTEP-D9,0
ZEBRA SMART STEP






Register now and access more than 125,000 products
The first extra-long twist drill bit with stepped drill bit tip geometry
Precise, circular drilling without centre-punching
Up to 100 % faster than conventional extra-long HSS drill bits
Extremely comfortable drilling
- Saves pre-drilling despite the extra-long design, precise tapping
- Prevents the tool from running off centre even with particularly deep drilling
- Significantly less effort required when drilling compared to conventional extra-long twist drill bits
- Simple boring or enlarging of an existing drill hole
3-flat shank
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Little effort required to loosen and tighten the drill chuck
Product packaging made of 100 % PCR (recycled plastic from household waste), 100 % recyclable and Cradle to Cradle Certified® Bronze
Available exclusively from Würth
For blind holes, please note the extended drill tip (see dimension l3)!
Datasheets(X)

- Ideal for drilling thin-walled composite materials, e.g. in window construction (plastic profiles with steel core)
- High quality of drill holes and significantly longer service life compared to conventional wood boring bits.
- Perfect for cordless drill drivers as well as handheld and pillar drill and drill presses
- Universally suited for smooth as well as rounded and uneven surfaces
For optimum drilling progress and to avoid jamming, use “pecking cycles” for large drilling depths.
 | |
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Non-ferrous metal, Wood, Hardwood |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 1869 / 25xD |
Design | Overlong |
Diameter (Ø) | 9.0 mm |
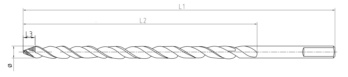
Length (l1) | 320 mm |
Chip flute length (l2) | 220 mm |
Drill tip length (l3) | 7.99 mm |
Shank style | 3-face shank |
Surface | Multiple refined |
Cutting material | HSS |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 4 of 4 points |
Versatility (points system) | 3 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1000 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Cutting parameters for twist drill bit HSS DIN 1869 R2 SMART STEP | ||||||||||||
| For dia. 4.0–6.0 | ||||||||||||
| Material designation | Tensile strength | From dia. 4.0 | From dia. 5.0 | From dia. 6.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Cast iron | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| Plastics, duroplastic | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Plastics, thermoplastic | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Softwood | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| Hardwood | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| For dia. 8.0–13.0 | ||||||||||||
| Material designation | Tensile strength | From dia. 8.0 | From dia. 10.0 | From dia. 13.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| General structural steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Unalloyed heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Low-alloy heat-treated steels | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Nitriding steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Tool steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| High-speed steels | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Cast iron | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| Plastics, duroplastic | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Plastics, thermoplastic | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Softwood | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| Hardwood | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

pias® drilling screw, flat head with AW drive

K insulation pipe clamp With permanently integrated damping insert

Slotted flat-head screw DIN 85, A2-70 stainless steel, plain

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537K, 3xD short, 4 drill heels, with internal cooling

Wire end ferrule without plastic sleeve DIN 46228 Part 1

Hexagon head sealing plug with collar DIN 910, steel, plain

Hexagonal bolt with thread up to the head ISO 4017, steel 8.8, plain

Wheel brush Braided steel with hole

Stop plate For glass door locks

Multi-function shelf