





Twist drill bit HSS DIN 340 type RN 130°
Twist drill HSS DIN 340 RN point angle 130 degree
DRL-TWST-MET-DIN340-HSS-D2,7
Art.-no. 0624200270
EAN 4045989862436






Register now and access more than 125,000 products
20 % lower infeed force compared to conventional drill bits as well as quicker work progress and more effortless working
Optimised cross web thinning
Precise spot drilling
Optimised split point
Ideal for core holes
Very precise point geometry for precise drill holes
Excellent adhesive properties of cooling lubricants and reduced buildup of material deposits
Vapour-plated surface
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
When using the twist drill bits according to DIN 340, prior drilling of a centring bore is recommended. Our NC spotting drills (art. no. 063644...) are ideal for this purpose.
Datasheets(X)

 | |
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 340 / 10xD |
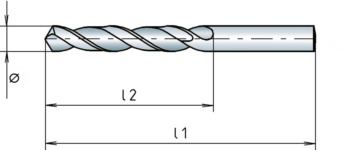
Diameter (Ø) | 2.7 mm |
Length (l1) | 100 mm |
Chip flute length (l2) | 66 mm |
Shank diameter | 2.7 mm |
Shank style | Cylindrical |
Surface | Vaporised |
Cutting material | HSS |
Type | RN |
Angle of the tip | 130 Degree |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 3 of 4 points |
Bore hole quality (point system) ( ) | 4 of 4 points |
Versatility (points system) | 2 of 4 points |
Drilling behaviour (point system) | 3 of 4 points |
Suitable for drill (points system) | 3 of 4 points |
Suitable for cordless drills (points system) | 3 of 4 points |
Suitable for upright drilling machine (points system) | 3 of 4 points |
Suitable for milling-drilling centre (points system) | 1 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1000 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Cast iron, Ductile iron, Malleable cast iron, Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Plastics, thermoset, Plastics, thermoplastic |
| Cutting values | ||||||||||||
| For dia. 1.0-2.5 | ||||||||||||
| Material designation | Tensile strength | from dia. 1.0 | from dia. 2.0 | from dia. 2.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 25 | 30 | 7958 | 9549 | 0,016 | 3979 | 4775 | 0,050 | 3183 | 3820 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 7958 | 9549 | 0,016 | 3979 | 4775 | 0,050 | 3183 | 3820 | 0,063 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 7958 | 9549 | 0,016 | 3979 | 4775 | 0,050 | 3183 | 3820 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 7003 | 7958 | 0,014 | 3501 | 3979 | 0,040 | 2801 | 3183 | 0,050 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 7003 | 7958 | 0,014 | 3501 | 3979 | 0,040 | 2801 | 3183 | 0,050 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 10 | 16 | 3183 | 5093 | 0,012 | 1592 | 2546 | 0,032 | 1273 | 2037 | 0,040 |
| Nitriding steels | ≤ 1,200 N/mm² | 10 | 16 | 3183 | 5093 | 0,012 | 1592 | 2546 | 0,032 | 1273 | 2037 | 0,040 |
| Tool steels | ≤ 1,200 N/mm² | 10 | 16 | 3183 | 5093 | 0,012 | 1592 | 2546 | 0,032 | 1273 | 2037 | 0,040 |
| High-speed steels | ≤ 1,200 N/mm² | 10 | 16 | 3183 | 5093 | 0,012 | 1592 | 2546 | 0,032 | 1273 | 2037 | 0,040 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 28 | 32 | 8913 | 10186 | 0,018 | 4456 | 5093 | 0,063 | 3565 | 4074 | 0,080 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 22 | 25 | 7003 | 7958 | 0,018 | 3501 | 3979 | 0,063 | 2801 | 3183 | 0,080 |
| Plastics | ||||||||||||
| Plastics | ≤ 200 N/mm² | 20 | 30 | 6366 | 9549 | 0,016 | 3183 | 4775 | 0,050 | 2546 | 3820 | 0,063 |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | ||||||||||||
| For dia. 12.5-20.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 12.5 | from dia. 16.0 | from dia. 20.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 25 | 30 | 637 | 764 | 0,200 | 497 | 597 | 0,250 | 398 | 477 | 0,315 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 637 | 764 | 0,200 | 497 | 597 | 0,250 | 398 | 477 | 0,315 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 637 | 764 | 0,200 | 497 | 597 | 0,250 | 398 | 477 | 0,315 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 560 | 637 | 0,160 | 438 | 497 | 0,200 | 350 | 398 | 0,250 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 560 | 637 | 0,160 | 438 | 497 | 0,200 | 350 | 398 | 0,250 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 10 | 16 | 255 | 407 | 0,125 | 199 | 318 | 0,160 | 159 | 255 | 0,200 |
| Nitriding steels | ≤ 1,200 N/mm² | 10 | 16 | 255 | 407 | 0,125 | 199 | 318 | 0,160 | 159 | 255 | 0,200 |
| Tool steels | ≤ 1,200 N/mm² | 10 | 16 | 255 | 407 | 0,125 | 199 | 318 | 0,160 | 159 | 255 | 0,200 |
| High-speed steels | ≤ 1,200 N/mm² | 10 | 16 | 255 | 407 | 0,125 | 199 | 318 | 0,160 | 159 | 255 | 0,200 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 28 | 32 | 713 | 815 | 0,250 | 557 | 637 | 0,315 | 446 | 509 | 0,400 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 22 | 25 | 560 | 637 | 0,250 | 438 | 497 | 0,315 | 350 | 398 | 0,400 |
| Plastics | ||||||||||||
| Plastics | ≤ 200 N/mm² | 20 | 30 | 509 | 764 | 0,200 | 398 | 597 | 0,250 | 318 | 477 | 0,315 |
| Cutting values | ||||||||||||
| For dia. 6.3-10.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 6.3 | from dia. 8.0 | from dia. 10.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 25 | 30 | 1263 | 1516 | 0,125 | 995 | 1194 | 0,160 | 796 | 955 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 1263 | 1516 | 0,125 | 995 | 1194 | 0,160 | 796 | 955 | 0,200 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 1263 | 1516 | 0,125 | 995 | 1194 | 0,160 | 796 | 955 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 1112 | 1263 | 0,100 | 875 | 995 | 0,125 | 700 | 796 | 0,160 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 1112 | 1263 | 0,100 | 875 | 995 | 0,125 | 700 | 796 | 0,160 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 10 | 16 | 505 | 808 | 0,080 | 398 | 637 | 0,100 | 318 | 509 | 0,125 |
| Nitriding steels | ≤ 1,200 N/mm² | 10 | 16 | 505 | 808 | 0,080 | 398 | 637 | 0,100 | 318 | 509 | 0,125 |
| Tool steels | ≤ 1,200 N/mm² | 10 | 16 | 505 | 808 | 0,080 | 398 | 637 | 0,100 | 318 | 509 | 0,125 |
| High-speed steels | ≤ 1,200 N/mm² | 10 | 16 | 505 | 808 | 0,080 | 398 | 637 | 0,100 | 318 | 509 | 0,125 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 28 | 32 | 1415 | 1617 | 0,160 | 1114 | 1273 | 0,200 | 891 | 1019 | 0,250 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 22 | 25 | 1112 | 1263 | 0,160 | 875 | 995 | 0,200 | 700 | 796 | 0,250 |
| Plastics | ||||||||||||
| Plastics | ≤ 200 N/mm² | 20 | 30 | 1011 | 1516 | 0,125 | 796 | 1194 | 0,160 | 637 | 955 | 0,200 |
| Cutting values | ||||||||||||
| For dia. 3.15-5.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 3.15 | from dia. 4.0 | from dia. 5.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 25 | 30 | 2526 | 3032 | 0,080 | 1989 | 2387 | 0,100 | 3183 | 3820 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 2526 | 3032 | 0,080 | 1989 | 2387 | 0,100 | 3183 | 3820 | 0,100 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 25 | 30 | 2526 | 3032 | 0,080 | 1989 | 2387 | 0,100 | 3183 | 3820 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 2223 | 2526 | 0,063 | 1751 | 1989 | 0,080 | 2801 | 3183 | 0,080 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 22 | 25 | 2223 | 2526 | 0,063 | 1751 | 1989 | 0,080 | 2801 | 3183 | 0,080 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 10 | 16 | 1011 | 1617 | 0,050 | 796 | 1273 | 0,063 | 1273 | 2037 | 0,063 |
| Nitriding steels | ≤ 1,200 N/mm² | 10 | 16 | 1011 | 1617 | 0,050 | 796 | 1273 | 0,063 | 1273 | 2037 | 0,063 |
| Tool steels | ≤ 1,200 N/mm² | 10 | 16 | 1011 | 1617 | 0,050 | 796 | 1273 | 0,063 | 1273 | 2037 | 0,063 |
| High-speed steels | ≤ 1,200 N/mm² | 10 | 16 | 1011 | 1617 | 0,050 | 796 | 1273 | 0,063 | 1273 | 2037 | 0,063 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 28 | 32 | 2829 | 3234 | 0,100 | 2228 | 2546 | 0,125 | 3565 | 4074 | 0,080 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 22 | 25 | 2223 | 2526 | 0,100 | 1751 | 1989 | 0,125 | 2801 | 3183 | 0,080 |
| Plastics | ||||||||||||
| Plastics | ≤ 200 N/mm² | 20 | 30 | 2021 | 3032 | 0,080 | 1592 | 2387 | 0,100 | 2546 | 3820 | 0,100 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Hexagonal bolt with shank ISO 4014, plain A2-50 and A2-70 stainless steel

Car zinc adhesive weight

Countersunk head screw, inch, aerospace MS 24693, plain stainless steel

Work dungarees Kübler Activiq Cotton+ 3450 3421

Cutting mat

Occupational shoes

Fixanchor internal thread W-FAZ-IG/A4 - pre-positioned installation

CX Soft Back back brace

Slot nut with guide ridge

Classic base plate for number plate holders