


VHM-Mini Fräser, Zweischneider
Mini Fräser VHM HSC WN Z2 1,5xD/10xD 30° TiAlN HA
FRS-VHM-HSC-MINI-WN-K-TN-D1,8MM















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
 | |
Produktcode | 6257 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Harter und zäher Werkstoff, Aluminium |
Schaftform | Zylindrisch DIN 6535-HA |
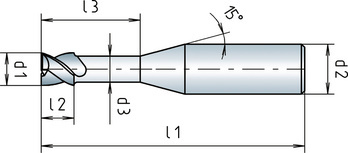
Durchmesser (d1) | 1,8 mm |
Schaftdurchmesser (d2) | 3 mm |
Freistellungsdurchmesser (d3) | 1,75 mm |
Länge (l1) | 50 mm |
Schneidenlänge (l2) | 2,7 mm |
Freistellungslänge (l3) | 20 mm |
Normen | WN |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
Datenblätter (0)
Zertifikate/ Dokumente (0)

Zuletzt angesehen

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A2-80, blank

Abstandsmontageschraube Amo® III 7,5 Typ 2 Zylinderkopf 8,0 mm, Stahl verzinkt, blau passiviert, Antrieb RW30

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt Dickschicht passiviert (VZD)

Sechskantschraube mit Gewinde bis Kopf DIN 933, Edelstahl A4, blank

Schutzhandschuh gestrickt mit Beschichtung Asatex 3750

Gummigürtel SR 504 Sundström T06-0104
Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A4-70, blank

Sicherheitsstiefel S2 Steitz ESD AL 782 PLUS

System-Flügeltürenschrank 16.8 1037x770 mm

Sicherheitsstiefel S3 Steitz ESD DX 782 SF