





VHM-Mini Fräser, Zweischneider, mit verstärktem Schaft
Mini Fräser VHM WN-K Z2 3xD 30° Typ N HA
FRS-VHM-MINI-WN-K-D0,7MM
Art.-Nr. 5443301174
EAN 4055375891599

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6245 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
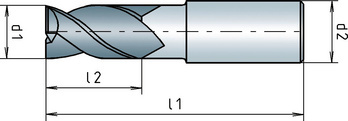
Schaftform | Zylindrisch DIN 6535-HA |
Durchmesser (d1) | 0,7 mm |
Schaftdurchmesser (d2) | 3 mm |
Länge (l1) | 38 mm |
Schneidenlänge (l2) | 3 mm |
Normen | WN |
Baulänge | Kurz |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 |
| 500-850 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 |
| 850-1000 N/mm² | E | 50 | 0,002 | 0,004 | 0,008 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 |
| 700-850 N/mm² | E | 55 | 0,003 | 0,005 | 0,010 | |
| 850-1000 N/mm² | E | 50 | 0,002 | 0,004 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 35 | 0,001 | 0,003 | 0,005 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 35 | 0,001 | 0,003 | 0,005 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 35 | 0,001 | 0,003 | 0,005 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,002 | 0,004 | 0,008 |
| 850-1100 N/mm² | E | 35 | 0,001 | 0,003 | 0,005 | |
| 1100-1300 N/mm² | E | 30 | 0,001 | 0,003 | 0,005 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,001 | 0,003 | 0,005 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,001 | 0,003 | 0,005 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,002 | 0,003 | 0,006 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,002 | 0,003 | 0,006 |
| < 850 N/mm² | E | 40 | 0,001 | 0,003 | 0,005 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,001 | 0,003 | 0,005 |
| Gusseisen | < 180 HB | - | 70 | 0,002 | 0,004 | 0,008 |
| > 180 HB | - | 55 | 0,002 | 0,004 | 0,008 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,002 | 0,004 | 0,008 |
| > 260 HB | E | 40 | 0,002 | 0,004 | 0,008 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,002 | 0,004 | 0,008 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,002 | 0,004 | 0,008 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,002 | 0,004 | 0,008 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,002 | 0,004 | 0,008 |
| Graphit | - | 60 | 0,002 | 0,004 | 0,008 | |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 0,9 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 500-850 N/mm² | E | 90 | 0,004 | 0,008 | 0,016 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,004 | 0,008 | 0,016 |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,011 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,004 | 0,008 | 0,016 |
| 700-850 N/mm² | E | 85 | 0,004 | 0,008 | 0,016 | |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,011 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,004 | 0,008 | 0,016 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 850-1100 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| 1100-1300 N/mm² | E | 45 | 0,003 | 0,005 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,002 | 0,004 | 0,008 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,003 | 0,005 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 |
| < 850 N/mm² | E | 50 | 0,003 | 0,005 | 0,010 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,002 | 0,004 | 0,008 |
| Gusseisen | < 180 HB | - | 90 | 0,003 | 0,007 | 0,014 |
| > 180 HB | - | 80 | 0,003 | 0,007 | 0,014 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,003 | 0,007 | 0,014 |
| > 260 HB | E | 60 | 0,003 | 0,007 | 0,014 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,003 | 0,006 | 0,012 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,003 | 0,006 | 0,012 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,003 | 0,006 | 0,012 |
| Graphit | - | 90 | 0,003 | 0,007 | 0,014 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,003 | 0,006 | 0,011 |
| 500-850 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 850-1000 N/mm² | E | 55 | 0,002 | 0,004 | 0,007 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,003 | 0,006 | 0,011 |
| 700-850 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| 850-1000 N/mm² | E | 55 | 0,002 | 0,004 | 0,007 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 |
| 1000-1200 N/mm² | E | 40 | 0,002 | 0,003 | 0,006 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,002 | 0,006 | 0,011 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 |
| 1000-1200 N/mm² | E | 40 | 0,002 | 0,003 | 0,006 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 |
| 1000-1200 N/mm² | E | 40 | 0,002 | 0,003 | 0,006 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,002 | 0,003 | 0,006 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,002 | 0,003 | 0,006 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,002 | 0,004 | 0,008 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,002 | 0,004 | 0,008 |
| < 850 N/mm² | E | 45 | 0,002 | 0,003 | 0,006 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,002 | 0,003 | 0,006 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,002 | 0,004 | 0,008 |
| Gusseisen | < 180 HB | - | 70 | 0,003 | 0,005 | 0,010 |
| > 180 HB | - | 60 | 0,003 | 0,005 | 0,010 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,003 | 0,005 | 0,010 |
| > 260 HB | E | 45 | 0,003 | 0,005 | 0,010 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,003 | 0,005 | 0,010 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,003 | 0,005 | 0,010 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,003 | 0,005 | 0,010 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,003 | 0,005 | 0,010 |
| 850-1200 N/mm² | E | 95 | 0,003 | 0,005 | 0,010 | |
| Graphit | - | 70 | 0,003 | 0,005 | 0,010 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Sicherheitshalbschuh S1P Uvex1 Sport 6599

Sechskantschraube ASME B18.2.1, Stahl Grade 8, Blank

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, blank

Sicherheitshalbschuh S2 Steitz ESD AL 742 PLUS

Gewindefitting

Schutzbekleidung Einweg Asatex CoverChem® Chemieschutzoverall CC301

Sicherheitshalbschuh S1 Steitz CP 4000 ESD

Ovalblindrosette Aluminium, innen

Sicherheitshalbschuh S3 Steitz NORA SF

PU-Schaumreiniger PURLOGIC® Clean