





VHM-Mini Radiusfräser, kurz, Zweischneider, mit verstärktem Schaft
Mini Fräser VHM WN-K Z2 3xD 30° Typ N HA
FRS-RADI-MINI-WN-K-VHM-D1,0MM

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6345 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff |
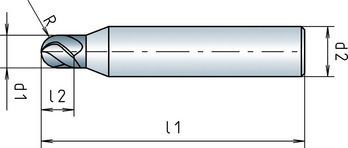
Durchmesser (d1) | 1 mm |
Schaftdurchmesser (d2) | 3 mm |
Normen | WN |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Eckenradius (R) | 0.5 mm |
Länge (l1) | 38 mm |
Spannutlänge (l2) | 3 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kopieren | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,004 | 0,009 | 0,018 |
| 500-850 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,013 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| 700-850 N/mm² | E | 85 | 0,004 | 0,009 | 0,018 | |
| 850-1000 N/mm² | E | 75 | 0,003 | 0,006 | 0,013 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,004 | 0,009 | 0,018 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| 850-1100 N/mm² | E | 60 | 0,003 | 0,006 | 0,011 | |
| 1100-1400 N/mm² | E | 45 | 0,003 | 0,006 | 0,011 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,011 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 30 | 0,002 | 0,005 | 0,009 |
| 1800 N/mm² | E | 20 | 0,002 | 0,005 | 0,009 | |
| Federstähle | < 1200 N/mm² | E | 45 | 0,003 | 0,006 | 0,011 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 |
| < 850 N/mm² | E | 50 | 0,003 | 0,006 | 0,011 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,003 | 0,006 | 0,011 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,002 | 0,005 | 0,009 |
| Gusseisen | < 180 HB | - | 90 | 0,004 | 0,008 | 0,015 |
| > 180 HB | - | 80 | 0,004 | 0,008 | 0,015 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,004 | 0,008 | 0,015 |
| > 260 HB | E | 60 | 0,004 | 0,008 | 0,015 | |
| Graphit | - | - | 90 | 0,004 | 0,008 | 0,015 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 90 | 0,003 | 0,006 | 0,013 |
| 500-850 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 | |
| Automatenstähle | < 850 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| 850-1000 N/mm² | E | 65 | 0,002 | 0,004 | 0,008 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| 700-850 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| 850-1000 N/mm² | E | 65 | 0,002 | 0,004 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Nitrierstähle | < 1000 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| Werkzeugstähle | < 850 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 850-1100 N/mm² | E | 45 | 0,002 | 0,003 | 0,007 | |
| 1100-1400 N/mm² | E | 35 | 0,002 | 0,003 | 0,007 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,002 | 0,003 | 0,007 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| 1800 N/mm² | E | 50 | 0,002 | 0,004 | 0,008 | |
| Federstähle | < 1200 N/mm² | E | 35 | 0,002 | 0,003 | 0,007 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,002 | 0,003 | 0,007 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 50 | 0,002 | 0,005 | 0,009 |
| < 850 N/mm² | - | 40 | 0,003 | 0,006 | 0,011 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 35 | 0,003 | 0,006 | 0,011 |
| Sonderlegierungen | < 1200 N/mm² | - | 65 | 0,003 | 0,006 | 0,011 |
| Gusseisen | < 180 HB | E | 80 | 0,003 | 0,006 | 0,011 |
| > 180 HB | E | 70 | 0,002 | 0,005 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 0,003 | 0,006 | 0,011 |
| > 260 HB | E | 55 | 0,003 | 0,006 | 0,011 | |
| Graphit | - | 80 | 0,003 | 0,006 | 0,011 | |
Zuletzt angesehen

Einlegteil konisch dichtend EN1254, Rotguss, 4381

Gitterseitenwand für Steckregal

Gerade Einschraubverschraubung ISO 8434-1, Stahl Zink-Nickel, NPT Außengewinde

Blindniet offen mit Sollbruchdorn und Flachkopf ISO 15977, Flachkopf, Alu/Stahl

Arbeitsshirt Hakro 281 T-Shirt MIKRALINAR®

PVC-Einzelader H05/H07V-K, feindrähtig

VHM-Schaftfräser mit Eckenradius Speedcut-Universal, extra lang XXL, freigestellt, Vierschneider, ungleiche Drallsteigung

Sechskantschraube mit Schaft für den Druckbehälterbau (PED) ISO 4014, Stahl 25CrMo4, blank

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

Bandsägeblatt Baustahl individuell