





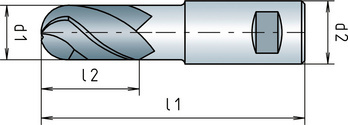
VHM-Radiusfräser, DIN 6527L, lang, Zweischneider, mit verstärktem Schaft
Fräser VHM DIN 6527L Z2 2xD 30° Typ N TiAlN HB
FRS-RADI-WN-L-VHM-TN-D2,0MM
Art.-Nr. 5443301371
EAN 4055375921210

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7517 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff |
Durchmesser (d1) | 2 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 50 mm |
Spannutlänge (l2) | 6 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| 1100-1400 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,009 | 0,007 | 0,028 | 0,036 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,009 | 0,007 | 0,023 | 0,036 | 0,034 |
| Gusseisen | < 180 HB | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Graphit | - | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 70 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 |
| Gehärtete Stähle | 48 - 55 HRC | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 100 | 0,008 | 0,017 | 0,028 | 0,034 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 80 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 70 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 50 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 120 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | - | 100 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gusseisen | < 180 HB | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 400 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 350 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Graphit | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Stretch X Overall

Flachkopfschraube mit Innensechsrund ISO 14583, Stahl FK8.8 Zink-Lamelle silber (ZFSHL)

Schleifpapier-Streifen Useit® Superpad KFZ

Profil-Doppelzylinder 3KS Plus für gleichschließende Erstanlagen

Topfbürste mit Stützring Stahl gezopft mit M14 Anschlussgewinde

Sechskantmutter mit Klemmteil (Ganzmetall) ISO 7042, Stahl 8, feuerverzinkt (TZN)

Stockschraube Edelstahl A2

Scheibe ISO 7089 Stahl 200 HV verzinkt Dickschicht passiviert (ZSM)

Sperrkantring Form VSKZ Stahl, mechanisch verzinkt (MZN)