





VHM-Radiusfräser, DIN 6527L, lang, Zweischneider, mit verstärktem Schaft
Fräser VHM DIN 6527L Z2 2xD 30° Typ N TiAlN HB
FRS-RADI-WN-L-VHM-TN-D4,0MM
Art.-Nr. 5443301373
EAN 4055375921234

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7517 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff |
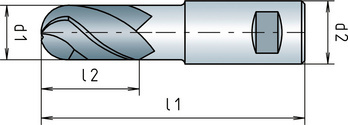
Durchmesser (d1) | 4 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 57 mm |
Spannutlänge (l2) | 8 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| 1100-1400 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,009 | 0,007 | 0,028 | 0,036 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,009 | 0,007 | 0,023 | 0,036 | 0,034 |
| Gusseisen | < 180 HB | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Graphit | - | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 70 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 |
| Gehärtete Stähle | 48 - 55 HRC | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 100 | 0,008 | 0,017 | 0,028 | 0,034 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 80 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 70 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 50 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 120 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | - | 100 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gusseisen | < 180 HB | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 400 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 350 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Graphit | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Kabelbinder PA4.6

Rohrschelle TIPP® Silikon

Schutzfolie SR 522 Sundström T06-0201

ASSY® D Dübelschraube Pan Head, ohne Bohrspitze

Warnschutzjacke Asatex Multinorm Langform Jacke DA7525JA08P

Putzband PVC gerippt

Winkelschraubendreher Innensechskant Zollmaße, kurze Ausführung

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, blank

Wärmeschrumpfender Crimpverbinder Stoßverbinder

Zylinderstift mit Innengewinde DIN 7979, Stahl blank, gehärtet, Toleranzklasse m6