





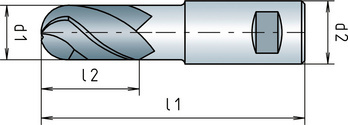
VHM-Radiusfräser, DIN 6527L, lang, Zweischneider, mit verstärktem Schaft
Fräser VHM DIN 6527L Z2 2xD 30° Typ N TiAlN HB
FRS-RADI-WN-L-VHM-TN-D5,0MM
Art.-Nr. 5443301374
EAN 4055375921241

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7517 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff |
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 57 mm |
Spannutlänge (l2) | 10 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,018 | 0,035 | 0,061 | 0,071 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| 1100-1400 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,009 | 0,007 | 0,028 | 0,036 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,013 | 0,025 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,009 | 0,007 | 0,023 | 0,036 | 0,034 |
| Gusseisen | < 180 HB | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 | |
| Graphit | - | - | 150 | 0,015 | 0,023 | 0,030 | 0,061 | 0,081 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,013 | 0,025 | 0,037 | 0,051 | 0,068 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,008 | 0,016 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 70 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,007 | 0,014 | 0,023 | 0,028 | 0,034 |
| Gehärtete Stähle | 48 - 55 HRC | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 100 | 0,008 | 0,017 | 0,028 | 0,034 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 80 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 70 | 0,007 | 0,013 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 50 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 120 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | - | 100 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| Gusseisen | < 180 HB | E | 90 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 60 | 0,009 | 0,018 | 0,027 | 0,036 | 0,045 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 400 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 350 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Graphit | - | 150 | 0,011 | 0,023 | 0,034 | 0,045 | 0,056 | |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Bohrschraube Sechskantkopf mit Dichtscheibe piasta®

Flügelmutter, kantige Flügelform (amerikanische Form) Edelstahl A2, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt blau passiviert (A2K)

Drahtbürste mit Holzkörper

Bohrschraube Senkkopf mit AW-Antrieb pias®

Reduziernippel Zollgewinde EN10242 N4 Form II, Temperguss, feuerverzinkt

Fassadenbaubohrer WN Typ RN
Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Spiralstufenbohrer HSS Multi Performance TiAIN