





VHM-Radiusfräser, kurz, Dreischneider
Fräser VHM WN-K Z3 2xD 30° Typ N TiAlN
FRS-RADI-WN-K-VHM-TN-D10,0MM
Art.-Nr. 5443301322
EAN 4055375922248


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7557 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Aluminium |
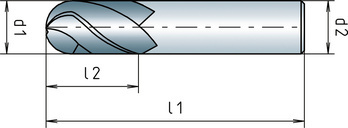
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Normen | WN |
Baulänge | Kurz |
Schaftform | Zylindrisch |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 72 mm |
Spannutlänge (l2) | 22 mm |
Anzahl Schneiden (Z) | 3 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||
| Für Ø 6 - 12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| 1100-1300 N/mm² | E | 70 | 0,023 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,023 | 0,028 | 0,034 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 60 | 0,028 | 0,034 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 100 | 0,019 | 0,028 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 90 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 70 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | - | 50 | 0,034 | 0,045 | 0,056 |
| Gusseisen | < 180 HB | E | 150 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 120 | 0,027 | 0,036 | 0,045 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 100 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 90 | 0,034 | 0,045 | 0,056 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 60 | 0,034 | 0,045 | 0,056 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,034 | 0,045 | 0,056 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 350 | 0,034 | 0,045 | 0,056 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | - | 250 | 0,034 | 0,045 | 0,056 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | - | 400 | 0,034 | 0,045 | 0,056 |
| Graphit | - | 150 | 0,034 | 0,045 | 0,056 | |
| Schnittwerte für Schruppen Kopieren | ||||||
| Für Ø 1 - 5,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,006 | 0,013 | 0,025 |
| 500-850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 700-850 N/mm² | E | 130 | 0,006 | 0,013 | 0,025 | |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 850-1100 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| 1100-1300 N/mm² | E | 70 | 0,003 | 0,007 | 0,014 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,007 | 0,014 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 60 | 0,004 | 0,008 | 0,017 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,007 | 0,013 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 100 | 0,003 | 0,007 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 90 | 0,005 | 0,009 | 0,018 |
| < 850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | - | 70 | 0,006 | 0,011 | 0,023 |
| Sonderlegierungen | < 1200 N/mm² | - | 50 | 0,006 | 0,011 | 0,023 |
| Gusseisen | < 180 HB | E | 150 | 0,006 | 0,011 | 0,023 |
| > 180 HB | E | 120 | 0,005 | 0,009 | 0,018 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 100 | 0,006 | 0,011 | 0,023 |
| > 260 HB | E | 90 | 0,006 | 0,011 | 0,023 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,011 | 0,023 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 350 | 0,006 | 0,011 | 0,023 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | - | 250 | 0,006 | 0,011 | 0,023 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | - | 400 | 0,006 | 0,011 | 0,023 |
| Graphit | - | 150 | 0,006 | 0,011 | 0,023 | |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kopieren | ||||||
| Für Ø 6 - 12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| 1100-1300 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,034 | 0,045 | 0,056 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,028 | 0,036 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,034 | 0,045 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,034 | 0,045 | 0,056 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,023 | 0,036 | 0,034 |
| Gusseisen | < 180 HB | - | 150 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,030 | 0,061 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,030 | 0,061 | 0,081 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,023 | 0,036 | 0,034 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,035 | 0,053 | 0,071 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Graphit | - | - | 150 | 0,030 | 0,061 | 0,081 |
| Schnittwerte für Schlichten Kopieren | ||||||
| Für Ø 1 - 5,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,009 | 0,018 | 0,035 |
| 500-850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 700-850 N/mm² | E | 160 | 0,009 | 0,018 | 0,035 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 850-1100 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| 1100-1300 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| < 850 N/mm² | E | 90 | 0,006 | 0,011 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Gusseisen | < 180 HB | - | 150 | 0,008 | 0,015 | 0,023 |
| > 180 HB | - | 120 | 0,008 | 0,015 | 0,023 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,008 | 0,015 | 0,023 |
| > 260 HB | E | 90 | 0,008 | 0,015 | 0,023 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,005 | 0,009 | 0,007 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,007 | 0,013 | 0,026 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Graphit | - | - | 150 | 0,008 | 0,015 | 0,023 |
Zuletzt angesehen

Sechskantschraube mit Gewinde bis Kopf und Feingewinde DIN 961, Stahl FK10.9, Zink-Nickel transparent passiviert (P3E)

Knebelkerbstifte ISO 8742 Stahl blank

Gerade Einschraubverschraubung ISO 8434-1, Edelstahl 1.4571, BSPP Außengewinde mit metallischer Dichtkante Form B

Sechskantschraube mit Schaft und Feingewinde DIN 960, Stahl FK10.9, Zink-Nickel transparent passiviert (P3E)

Sechskantmutter mit Klemmteil (Ganzmetall) ISO 7042, Stahl 8, feuerverzinkt (TZN)

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau ISO 4017, Stahl 5.6, blank

Sicherheitsstiefel S2 Uvex2 Xenova® 9556

Blechanschlussprofil Profi

Ersatzstöpsel Moldex WaveBand® 2K

Sechskantmutter hohe Form mit Klemmteil (nichtmetallischer Einsatz) DIN 982, Stahl 10, verzinkt Dickschicht passiviert (VZD)