





VHM-Schaftfräser, DIN6527L, lang, Dreischneider, mit verstärktem Schaft
Schaftfräser VHM DIN6527L Z3 2xD 30° TypN TiAlN HB
SHFTFRS-DIN6527L-L-VHM-TN-D5
Art.-Nr. 5443300307
EAN 4055375922897

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7657 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
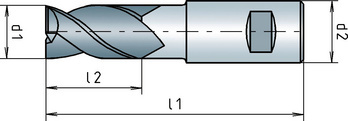
Schaftform | Zylindrisch DIN 6535-HB |
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 10 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,06 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 1100-1300 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 | 0,030 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 | 0,030 |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Graphit | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen Zirkular | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| 500-850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,007 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,001 | 0,015 |
| 700-850 N/mm² | E | 110 | 0,005 | 0,006 | 0,008 | 0,001 | 0,015 | |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| 1100-1300 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,030 | 0,005 | 0,007 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| < 850 N/mm² | E | 85 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Gusseisen | < 180 HB | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| > 180 HB | - | 100 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| > 260 HB | E | 80 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Graphit | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Schnittwerte für Schruppen Nut | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 700-850 N/mm² | E | 100 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 80 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Gusseisen | < 180 HB | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 90 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 70 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Graphit | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 8 - 12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,045 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 110 | 0,045 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 850-1100 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,032 | 0,040 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,030 | 0,040 | 0,050 |
| < 850 N/mm² | E | 85 | 0,025 | 0,032 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,025 | 0,032 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,032 | 0,040 | 0,050 |
| Gusseisen | < 180 HB | - | 130 | 0,040 | 0,050 | 0,060 |
| > 180 HB | - | 100 | 0,040 | 0,050 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,040 | 0,050 | 0,060 |
| > 260 HB | E | 80 | 0,040 | 0,050 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,040 | 0,050 | 0,070 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,040 | 0,050 | 0,070 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,040 | 0,050 | 0,070 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,040 | 0,050 | 0,070 |
| Graphit | - | 130 | 0,040 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 2 - 7,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| 1100-1300 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 |
| < 850 N/mm² | E | 85 | 0,006 | 0,012 | 0,017 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,006 | 0,012 | 0,017 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,010 | 0,020 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,010 | 0,020 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Schnittschutzhandschuh Uvex phynomic C XG protexxion zone

Zylinderschraube mit Innensechskant ASME 18.3, Stahl, Alloy, blank, UNF (Feingewinde)

Sechskantmutter mit Klemmteil (Ganzmetall) DIN 980, Stahl 8, verkupfert (C2)

Schweißerbekleidung Schweißer Latzhose Planam Weld Shield 5530

Schnittschutzhandschuh Ansell ActivArmr 97-008

Winkel-Einschraubteil 90° konisch dichtend EN1254, Rotguss, 4096GE

Knebelkerbstifte ISO 8742 Stahl blank

Endmanschette Alu grau

Kabelbinder PLT PA

VHM-Radiusfräser, DIN 6527L, lang, Zweischneider, mit verstärktem Schaft