





VHM-Schaftfräser, Zweischneider, mit verstärktem Schaft
Schaftfräser VHM WN Z2 30° 2xD 30° Typ N HA
SHFTFRS-WN-VHM-D3
Art.-Nr. 5443301095
EAN 4055375894132

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6615 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
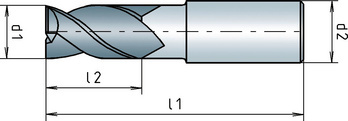
Schaftform | Zylindrisch DIN 6535-HA |
Durchmesser (d1) | 3 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 40 mm |
Schneidenlänge (l2) | 7 mm |
Normen | WN |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 1 - 6 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,005 | 0,010 | 0,020 |
| 500-850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 |
| 700-850 N/mm² | E | 55 | 0,005 | 0,010 | 0,020 | |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 |
| 850-1100 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,003 | 0,006 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 |
| < 850 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 |
| Gusseisen | < 180 HB | - | 70 | 0,004 | 0,008 | 0,015 |
| > 180 HB | - | 55 | 0,004 | 0,008 | 0,015 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,004 | 0,008 | 0,015 |
| > 260 HB | E | 40 | 0,004 | 0,008 | 0,015 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,004 | 0,008 | 0,015 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,004 | 0,008 | 0,015 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 |
| Graphit | - | 60 | 0,004 | 0,008 | 0,015 | |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 1 - 6 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,008 | 0,016 | 0,032 |
| 500-850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 |
| 700-850 N/mm² | E | 85 | 0,008 | 0,016 | 0,032 | |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 850-1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | |
| 1100-1300 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,020 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,004 | 0,008 | 0,006 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 |
| < 850 N/mm² | E | 50 | 0,005 | 0,010 | 0,020 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,005 | 0,010 | 0,020 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,004 | 0,008 | 0,006 |
| Gusseisen | < 180 HB | - | 90 | 0,007 | 0,014 | 0,020 |
| > 180 HB | - | 80 | 0,007 | 0,014 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,007 | 0,014 | 0,020 |
| > 260 HB | E | 60 | 0,007 | 0,014 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 |
| Graphit | - | 90 | 0,007 | 0,014 | 0,020 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 1 - 6 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 |
| 500-850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| 700-850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,004 | 0,008 | 0,015 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 |
| < 850 N/mm² | E | 45 | 0,003 | 0,006 | 0,012 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,003 | 0,006 | 0,012 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,004 | 0,008 | 0,016 |
| Gusseisen | < 180 HB | - | 70 | 0,005 | 0,010 | 0,020 |
| > 180 HB | - | 60 | 0,005 | 0,010 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,005 | 0,010 | 0,020 |
| > 260 HB | E | 45 | 0,005 | 0,010 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 |
| 850-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | |
| Graphit | - | 70 | 0,005 | 0,010 | 0,020 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Schiebetürmuschel Oval

Zylinderstift ungehärtet ISO 2338 M6 Edelstahl A4 blank

Zylinderschraube mit Innensechskant und Vollgewinde ISO 4762 / DIN 912, Stahl 12.9, blank, mit Vollgewinde

Arbeitsweste Planam Visline

Flügelschraube runde Flügelform DIN 316, Temperguss, verzinkt blau passiviert (A2K)

Schleifpapier-Streifen Useit® Superpad Holz

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8U, feuerverzinkt (TZN)

Gewindestift mit Schlitz und Spitze DIN 553, Stahl 14H, blank

Schlüssel für Ringschrauben H.Q.

Federring mit rechteckigem Querschnitt Form B DIN 127, Stahl, Zink-Lamelle silber (ZFSH)