





VHM-Schaftfräser, kurz, Zweischneider
Fräser VHM Alu WN-K Z2 2xD 30° Typ W
SHFTFRS-WN-ALU-VHM-W-D10
Art.-Nr. 5443301720
EAN 4055375917107












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6915 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
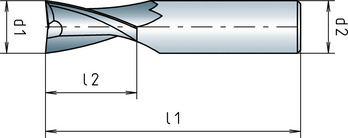
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Normen | WN |
Baulänge | Kurz |
Schaftform | Zylindrisch |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 72 mm |
Schneidenlänge (l2) | 22 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 -20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 200 | 0,063 | 0,079 | 0,101 | 0,126 |
| Messing, kurzspanend | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Messing, langspanend | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Bronze, kurzspanend | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| 650-850 N/mm² | - | 150 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Bronze, langspanend | < 850 N/mm² | E | 150 | 0,063 | 0,079 | 0,101 | 0,126 |
| 850-1200 N/mm² | E | 120 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Graphit | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 200 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Messing, kurzspanend | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Messing, langspanend | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Bronze, kurzspanend | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 650-850 N/mm² | - | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Bronze, langspanend | < 850 N/mm² | E | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 850-1200 N/mm² | E | 120 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Graphit | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Messing, kurzspanend | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Messing, langspanend | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Bronze, kurzspanend | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| 650-850 N/mm² | - | 120 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850-1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Graphit | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Messing, kurzspanend | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Messing, langspanend | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Bronze, kurzspanend | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 650-850 N/mm² | - | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Graphit | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
Zuletzt angesehen

Spiralbohrer VHM, Innenkühlung für universelle Anwendungen und große Bohrtiefen bis 16xd

Schraube Sechskantkopf m. Schaft ISO 4014, Edelstahl A4 80, blank

Ring-Maulschlüssel Zoll mit POWERDRIV®-Antrieb

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)

Spiralbohrer VHM, kurz DIN 6539

Schutzhandschuh Leder Nitras Zeus 1403H

Arbeitsjacke Planam Softshelljacke

Drahtbürste mit Holzkörper

Überwurfmutter Druckluft

Sicherheitshalbschuh S3 Steitz VD PRO 3500 SF