





VHM-Schaftfräser, kurz, Zweischneider
Schaftfräser VHM WN-K Z2 2xD 30° Typ N
SHFTFRS-WN-K-VHM-D8
Art.-Nr. 5443300012
EAN 4055375884676

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6015 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
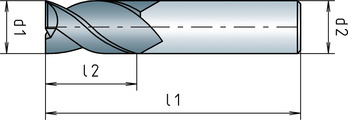
Schaftform | Zylindrisch |
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Länge (l1) | 63 mm |
Schneidenlänge (l2) | 20 mm |
Normen | WN |
Baulänge | Kurz |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,10 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 85 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1300 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,030 | 0,054 | 0,070 | 0,105 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 50 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,050 | 0,060 | 0,085 | 0,100 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,030 | 0,054 | 0,070 | 0,105 |
| Gusseisen | < 180 HB | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 80 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 60 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphit | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 85 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,004 | 0,008 | 0,006 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 50 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,004 | 0,008 | 0,006 | 0,020 | 0,032 |
| Gusseisen | < 180 HB | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 80 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 60 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 1 - 7,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,005 | 0,010 | 0,020 | 0,030 |
| 500-850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 700-850 N/mm² | E | 55 | 0,005 | 0,010 | 0,020 | 0,030 | |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 |
| 850-1100 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,010 | 0,015 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,003 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 |
| < 850 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 |
| Gusseisen | < 180 HB | - | 70 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 180 HB | - | 55 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 260 HB | E | 40 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,004 | 0,008 | 0,015 | 0,025 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Graphit | - | 60 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 60 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1300 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | - | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,040 | 0,050 | 0,055 | 0,090 |
| < 850 N/mm² | E | 45 | 0,032 | 0,045 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,032 | 0,045 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,040 | 0,050 | 0,060 | 0,070 |
| Gusseisen | < 180 HB | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 60 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 45 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850-1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Graphit | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | - | 50 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| < 850 N/mm² | E | 45 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Gusseisen | < 180 HB | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Graphit | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 8 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 55 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1300 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,020 | 0,025 | 0,035 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,025 | 0,030 | 0,035 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 40 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,020 | 0,025 | 0,030 | 0,045 |
| Gusseisen | < 180 HB | - | 70 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 55 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 40 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Graphit | - | 60 | 0,030 | 0,040 | 0,045 | 0,060 | |
Zuletzt angesehen

Anschweißbock GK 8

ASSY® 4 FBS RCS RS Rollensortierte Fensterbauschraube Stahl verzinkt Vollgewinde Linsensenkkopf

Artikel-Aufkleber

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt Dickschicht passiviert (ZSML)

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, blank

Arbeitsjacke Kübler Reflectiq Wetterjacke 1307 8332

Flache Scheibe mit Fase DIN EN ISO 7090, Stahl feuerverzinkt (tzn), Härteklasse 200 HV

Universalschutz GPN 350

Zylinderschraube mit Innensechskant ISO 4762, Stahl 8.8, verzinkt Dickschicht passiviert VZD

Sechskantschraube mit Gewinde bis Kopf DIN 933, Edelstahl A4, blank