





VHM-Schaftfräser, kurz, Zweischneider
Schaftfräser VHM WN-K Z2 2xD 30° Typ N TiAlN
SHFTFRS-WN-K-VHM-TN-D5
Art.-Nr. 5443300029
EAN 4055375884836

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6017 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
Schaftform | Zylindrisch |
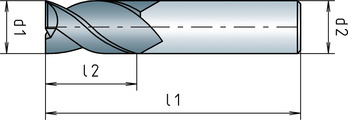
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 5 mm |
Länge (l1) | 50 mm |
Schneidenlänge (l2) | 14 mm |
Normen | WN |
Baulänge | Kurz |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,06 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 160 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1300 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,050 | 0,060 | 0,070 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 90 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,050 | 0,060 | 0,085 | 0,100 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 |
| Gusseisen | < 180 HB | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 120 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphit | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 160 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 85 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,004 | 0,008 | 0,006 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 90 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,004 | 0,008 | 0,006 | 0,020 | 0,032 |
| Gusseisen | < 180 HB | - | 150 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 120 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 150 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 1 - 7,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 |
| 500-850 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 | 0,030 |
| 850-1000 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 | 0,030 |
| 700-850 N/mm² | E | 100 | 0,005 | 0,010 | 0,020 | 0,030 | |
| 850-1000 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 | 0,018 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | 0,015 | |
| 1100-1300 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,003 | 0,005 | 0,010 | 0,015 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,003 | 0,005 | 0,010 | 0,015 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | 0,015 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,003 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 | 0,020 |
| < 850 N/mm² | E | 80 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | 0,015 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | 0,015 |
| Gusseisen | < 180 HB | - | 120 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 180 HB | - | 90 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 260 HB | E | 70 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,004 | 0,008 | 0,015 | 0,025 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,004 | 0,008 | 0,015 | 0,025 |
| Graphit | - | 120 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 110 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1300 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,040 | 0,050 | 0,055 | 0,090 |
| < 850 N/mm² | E | 85 | 0,032 | 0,045 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,032 | 0,045 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,040 | 0,050 | 0,060 | 0,070 |
| Gusseisen | < 180 HB | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 100 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 80 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Graphit | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 100 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 100 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| < 850 N/mm² | E | 85 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Gusseisen | < 180 HB | - | 130 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 100 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 80 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Graphit | - | 130 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 8 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 90 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 100 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 90 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 70 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1300 N/mm² | E | 60 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,020 | 0,025 | 0,035 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,020 | 0,025 | 0,035 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,020 | 0,025 | 0,035 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,025 | 0,030 | 0,035 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 80 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,020 | 0,025 | 0,030 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,020 | 0,025 | 0,035 | 0,045 |
| Gusseisen | < 180 HB | - | 120 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 90 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 70 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,030 | 0,040 | 0,050 | 0,065 |
| Graphit | - | 120 | 0,030 | 0,040 | 0,045 | 0,060 | |
Zuletzt angesehen

Sitzfräser TIME-SERT®

Gelenkstellfuss Polyamid

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 ISO 4014 und Sechskantmutter DIN EN ISO 4032, Stahl 8.8U feuerverzinkt (TZN). Garnituren für nicht planmäßig vorgespannte Schraubenverbindungen für den Metallbau. Fabrikat DOKKA mit 3.1 Zeugnis

Gewindestift mit Schlitz und Zapfen DIN 417, Stahl 14H, blank

Stretch Evolution Bundhose

Zusätzliche Unterteilung auf Verpackungsebene Für Verpackungs-Arbeitsplätze aus Würth Aluminium-Profilsystem WAPS®

Senkschraube mit Kreuzschlitz Z DIN 965, Stahl 4.8, verzinkt blau passiviert (A2K)

Sechskantmutter mit Klemmteil (nichtmetallischer Einsatz) ISO 7040, Stahl 8, verzinkt Dickschicht passiviert (VZD)

NC-Maschinenreibahle HSCO WN, H7 universal

Sperrriegel mit Schwenkgriff