





VHM-Schaftfräser mit Eckenradius Speedcut-Universal, extra lang XXL, freigestellt, Vierschneider, ungleiche Drallsteigung
Fräser SC WN Z3-4 4,5xD/1,5xD 35-38° TiAlN-S ER HA
SHFTFRS-SP-WN-UV-EL-VHM-TNS-HA-D12X1
Art.-Nr. 5443301751
EAN 4055375917664




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6947 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
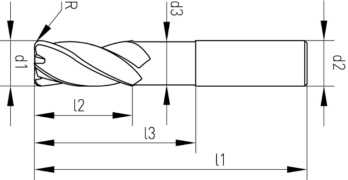
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Freistellungsdurchmesser (d3) | 11,8 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Eckenradius (R) | 1 mm |
Länge (l1) | 99 mm |
Schneidenlänge (l2) | 18 mm |
Freistellungslänge (l3) | 48 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kopieren | |||||||
| Für Ø 8 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 |
| 500–850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 |
| 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 |
| 700–850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | |
| 850–1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 |
| 850–1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 |
| Rostfreie Stähle | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 |
| Rostfreie Stähle | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 |
| Gusseisen | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 2 - 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500–850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700–850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850–1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850–1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Rostfreie Stähle | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Gusseisen | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
Zuletzt angesehen

Arbeitshose Kübler Vita cotton+ 2L46 3421

Passkerbstift DIN 1471, Edelstahl A1 blank

Zylinderschraube mit Innensechskant ISO 4762, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A4-70, blank

3M™ Cubitron™ II Schruppscheibe

Kabeltülle CR

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Vollgewinde für den Druckbehälterbau (PED) ISO 4017, Stahl 25CrMo4, blank

Profil-Knaufzylinder EPS

Zylinderschraube mit Innensechsrund, niedriger Kopf ISO 14580, Edelstahl A2-70, blank