





VHM-Schaftfräser mit Eckenradius Speedcut-Universal, extra lang XXL, freigestellt, Vierschneider, ungleiche Drallsteigung
Fräser SC WN Z3-4 4,5xD/1,5xD 35-38° TiAlN-S ER HA
SHFTFRS-SP-WN-UV-EL-VHM-TNS-HA-D8X1,5
Art.-Nr. 5443301744
EAN 4055375917596




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6947 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
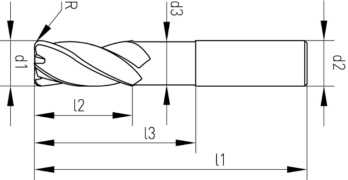
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Freistellungsdurchmesser (d3) | 7,8 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Eckenradius (R) | 1,5 mm |
Länge (l1) | 79 mm |
Schneidenlänge (l2) | 12 mm |
Freistellungslänge (l3) | 36 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kopieren | |||||||
| Für Ø 8 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 |
| 500–850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 |
| 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 |
| 700–850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | |
| 850–1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 |
| 1000–1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 |
| 850–1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 |
| Rostfreie Stähle | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 |
| Rostfreie Stähle | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 |
| Gusseisen | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 2 - 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500–850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700–850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850–1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850–1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Rostfreie Stähle | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Gusseisen | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
Zuletzt angesehen

Arbeitsjacke Kübler Fleecejacke 1242 5369

Senkniet DIN 661 Kupfer

Arbeitsoverall Planam Rallyekombi MG 260

Hickorystiel doppelt geschweift

Sicherheitsstiefel S2 Uvex1 G2 6845

Zylinderschraube mit Innensechsrund ISO 14579, Titan Grade 5

Sicherheitshalbschuh S2 Uvex2 Xenova® 9557

Senkschraube mit Innensechskant ISO 10642, Stahl 010.9, verzinkt blau passiviert (A2K)

Schraube abgeflachter Halbrundkopf und Innensechskant ISO 7380-1, Stahl FK010.9, Zink-Lamelle silber (ZFSHL)

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank