





VHM-Schaftfräser,Vierschneider, mit verstärktem Schaft
Schaftfräser VHM WN Z4 2xD 30° Typ N TiAlN HA
SHFTFRS-WN-VHM-TN-D2,5
Art.-Nr. 5443315804
EAN 4062856139743
Individuelle Preisanzeige nach Anmeldung

















Exklusiv für Gewerbetreibende
Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Empfohlen zum Fräsen von Werkstoffen mit mittlerer bis hoher Festigkeit. Fräsen von Nuten mit größerer Bohrtiefe, exakten Passungen, ebenso zum Stirn- und Umfangfräsen geeignet. Hoher Zerspanungsleistung und große Laufruhe ergeben exzellente Oberfächengüte.
Produktinformationen
Datenblätter(X)

 | |
Produktcode | 6517 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff, Aluminium |
Schaftform | Zylindrisch DIN 6535-HA |
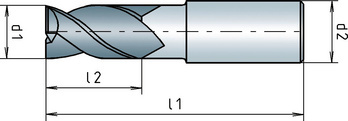
Durchmesser (d1) | 2,5 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 40 mm |
Schneidenlänge (l2) | 6 mm |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 1 - 6 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 |
| 500-850 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 |
| 850-1000 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 |
| 700-850 N/mm² | E | 100 | 0,005 | 0,010 | 0,020 | |
| 850-1000 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,005 | 0,010 | 0,020 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,004 | 0,008 | 0,015 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,005 | 0,010 | |
| 1100-1400 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,003 | 0,005 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,003 | 0,005 | 0,010 |
| 1800 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | |
| Federstähle | < 1200 N/mm² | E | 60 | 0,003 | 0,005 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,003 | 0,006 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,003 | 0,006 | 0,013 |
| < 850 N/mm² | E | 80 | 0,003 | 0,005 | 0,010 | |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 |
| Gusseisen | < 180 HB | - | 120 | 0,004 | 0,008 | 0,015 |
| > 180 HB | - | 90 | 0,004 | 0,008 | 0,015 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,004 | 0,008 | 0,015 |
| > 260 HB | E | 70 | 0,004 | 0,008 | 0,015 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,004 | 0,008 | 0,015 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,004 | 0,008 | 0,015 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,004 | 0,008 | 0,015 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,004 | 0,008 | 0,015 |
| Graphit | - | 120 | 0,004 | 0,008 | 0,015 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 1 - 6 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,008 | 0,016 | 0,032 | 0,054 |
| 500-850 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 | 0,036 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 |
| 700-850 N/mm² | E | 160 | 0,008 | 0,016 | 0,032 | 0,054 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 | 0,036 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,008 | 0,016 | 0,032 | 0,054 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 |
| 1000-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | 0,036 |
| 850-1100 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | |
| 1100-1400 N/mm² | E | 85 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,005 | 0,010 | 0,020 | 0,030 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,005 | 0,010 | 0,020 | 0,030 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,004 | 0,008 | 0,006 | 0,025 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,005 | 0,010 | 0,020 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | 0,036 |
| < 850 N/mm² | E | 90 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Gusseisen | < 180 HB | - | 150 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 180 HB | - | 120 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 260 HB | E | 90 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,006 | 0,012 | 0,024 | 0,031 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,006 | 0,012 | 0,024 | 0,031 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 |
| Graphit | - | 150 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 1 - 6 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 |
| 500-850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 |
| 850-1000 N/mm² | E | 100 | 0,004 | 0,007 | 0,014 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 |
| 700-850 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 | |
| 850-1000 N/mm² | E | 100 | 0,004 | 0,007 | 0,014 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,006 | 0,011 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,004 | 0,007 | 0,014 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 | |
| 1100-1400 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,006 | 0,013 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,004 | 0,008 | 0,016 |
| 1800 N/mm² | E | 45 | 0,004 | 0,008 | 0,016 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,006 | 0,013 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,004 | 0,008 | 0,015 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,004 | 0,008 | 0,015 |
| < 850 N/mm² | E | 85 | 0,003 | 0,006 | 0,012 | |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,004 | 0,008 | 0,016 |
| Gusseisen | < 180 HB | - | 130 | 0,005 | 0,010 | 0,020 |
| > 180 HB | - | 100 | 0,005 | 0,010 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,005 | 0,010 | 0,020 |
| > 260 HB | E | 80 | 0,005 | 0,010 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,005 | 0,010 | 0,020 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,005 | 0,010 | 0,020 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,005 | 0,010 | 0,020 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,005 | 0,010 | 0,020 |
| Graphit | - | 130 | 0,005 | 0,010 | 0,020 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||









