





VHM-Schruppfräser 35° Speedcut Aluminium, lang, freigestellt, Dreischneider, ungleiche Drallsteigung
Fräser SC Alu WN-XL Z3 3xD/1.5xD WR HB
SHRPFRS-SP-DIN6527L-AL-VHM-WF-D12,0MM
Art.-Nr. 5443300454
EAN 4055375918524




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7115 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
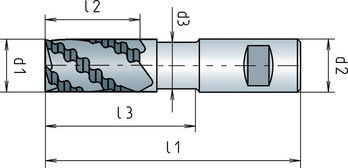
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Freistellungsdurchmesser (d3) | 11,5 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | WR |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35° |
Länge (l1) | 83 mm |
Schneidenlänge (l2) | 19 mm |
Freistellungslänge (l3) | 36 mm |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,45 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Schnittwerte für Schruppen-Nut | |||||||||
| Für Ø 6 - Ø 20 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,092 | 0,140 | 0,200 | 0,24 | 0,300 | 0,38 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legende | ||
| T = Trocken | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Kontur | |||||||||
| Für Ø 6 - Ø 20 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,110 | 0,168 | 0,240 | 0,288 | 0,360 | 0,456 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legende | ||
| T = Trocken | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Zylinderschraube mit Innensechskant und Feingewinde ISO 12474 / DIN 912, Stahl 8.8, verzinkt, blau passiviert (A2K)

Schraube abgeflachter Halbrundkopf mit Bund und Innensechskant ISO 7380-2 Edelstahl A2-070, blank

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 8.8, verzinkt blau passiviert (A2K)

Linsensenkschraube mit Schlitz DIN 964, Edelstahl A2, blank

WÜPLAST® Linsenkopfschraube mit Flansch und Kreuzschlitz Z WN 1411, Stahl 10.9 verzinkt, transparent passiviert (A3K)

Universalschutz W.TEC® COVER CAP WP 600

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, blank
Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, blank

Sechskantmutter mit Klemmteil (nichtmetallischer Einsatz) ISO 7040, Stahl 10, Zink-Nickel silber (ZNSHL)

Zylinderkopfschraube mit Innensechskant und Ansatzschaft ISO 7379, Edelstahl A2-050, blank, Toleranz f9