





VHM-Vollradiusfräser Speedcut-Aluminium, extra lang XXL, freigestellt, Zweischneider, ungleiche Drallsteigung
Fräser SC Alu WN-XXL Z2 6xD/1,5xD W HA
VLRADIFRS-SP-WN-AL-XXL-VHM-TN-HA-D4,0MM





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7260 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
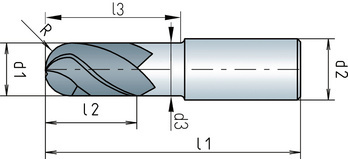
Durchmesser (d1) | 4 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 3.9 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 43-45° |
Länge (l1) | 65 mm |
Spannutlänge (l2) | 6 mm |
Freistellungslänge (l3) | 26 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| L = Luft | ae = 0,05xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. Vc für Code 7090 und 7260 (-30 %). | ||
| Schnittwerte für Schruppen Kopieren | ||||||||||
| Für Ø 3 - 12 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 | 0,080 | 0,090 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 | 0,100 | 0,120 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | 0,075 | 0,090 | |
| Schnittwerte für Schlichten Kopieren | ||||||||||
| Für Ø 3 - 12 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 | 0,096 | 0,108 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 | 0,120 | 0,144 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | 0,090 | 0,108 | |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. Vc für Code 7090 und 7260 (-30 %). | ||
Zuletzt angesehen

Rohrschutzkappe GPN 250 Polyethylen (PE-LD / PE-LLD), Gelb

ABS Lock Falz V RB

Kernbohrer HSS

Spiralbohrer HSCo DIN 338 MFD Speed

HPC-Schaftfräser Speedcut 4.0-Inox, extra lang XL, freigestellt, Vierschneider, ungleiche Drallsteigung, HA-Schaft

Spannscheibe für Schraubenverbindung DIN 6796, Federstahl C60, mechanisch verzinkt

Kantenschleifband KPF individuell

Schleifgewebe Bogen VSM KK114F

Batterie WSH AIR III für Gebläseeinheit WSH AIR III

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)