





VHM-Vollradiusfräser Speedcut-Aluminium, lang, freigestellt, Zweischneider, ungleiche Drallsteigung
Fräser SC Alu WN-L Z2 3xD/1,5xD W HA
VLRADIFRS-SP-WN-AL-L-VHM-TN-HA-D3,0MM
Art.-Nr. 5443314801
EAN 4062856167388





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7240 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
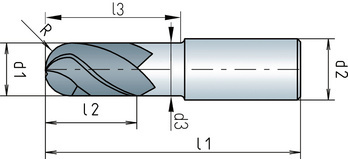
Durchmesser (d1) | 3 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 2,9 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 43-45° |
Länge (l1) | 57 mm |
Spannutlänge (l2) | 5 mm |
Freistellungslänge (l3) | 16 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| L = Luft | ae = 0,05xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. Vc für Code 7090 und 7260 (-30 %). | ||
| Schnittwerte für Schruppen Kopieren | |||||||
| Für Ø 3 - 6 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Schnittwerte für Schlichten Kopieren | ||||||||
| Für Ø 8 - 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,084 | 0,120 | 0,144 | 0,180 | 0,228 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Schnittwerte für Schlichten Kopieren | |||||||
| Für Ø 3 - 6 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. Vc für Code 7090 und 7260 (-30 %). | ||
| Schnittwerte für Schruppen Kopieren | ||||||||
| Für Ø 8 - 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,070 | 0,100 | 0,120 | 0,150 | 0,190 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
Zuletzt angesehen

Überziehschuh Asatex CoverStar® CSH

Schraube abgeflachter Halbrundkopf und Innensechskant ISO 7380-1 Stahl 010.9, blank

Crimpkabelschuh Gabelform Polyamid-isoliert

SNAP Markierer

Möbeldoppelrolle Schwerlast weich mit Feststeller

Kfz-Trockenschleifpapier-Streifen RED PERFECT®

Sicherheitssandale S1 Uvex1 G2 6842

Kunststoff-Steckdosenverteiler WSDV

Ölschrank mit Gitterrostböden und Auffangwanne

Druckmaterial FFF PETG Material4Print