





Viertelrundprofilfräser HSCo DIN 6518B
Viertelrundfräser HSCo DIN 6518B Z4-6 Typ N
VRTRDFRS-DIN6518B-HSCO-D11,0MM
Art.-Nr. 5443600346
EAN 4055375875223


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1464 |
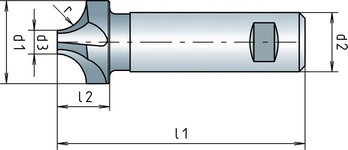
Eckenradius (r) | 2,5 mm |
Durchmesser (d1) | 11,0 mm |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 60 mm |
Schneidenlänge (l2) | 15 mm |
Anzahl Schneiden (Z) | 4 STK |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
Normen | DIN 6518 |
Typ | N |
Schneidstoff | HSCo |
Oberfläche | Blank |
Schaftform | Zylindrisch DIN 1835-B |
Toleranz Schneidendurchmesser | h11 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Viertelrundfräser | ||||||||
| Für Ø 12 - 40 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 - 40 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,019 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,016 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,019 | 0,024 | 0,036 | 0,041 | 0,054 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Gusseisen | < 180 HB | - | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,035 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| < 850 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Gusseisen | < 180 HB | - | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 260 HB | E | 25 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,009 | 0,012 | 0,020 | 0,031 | |
Zuletzt angesehen

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, verzinkt blau passiviert (A2K)

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

Vertikalsteckregal aus hochwertigem Stahl

Schwenkblatt OrgaAer

Flache Scheibe mit großem Außendurchmesser ISO 7093-1, Stahl 200 HV, Zink-Nickel schwarz (ZNBH)

Spannscheibe für Schraubenverbindung DIN 6796, Edelstahl A4 blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt blau passiviert (A2K)

Lamellenstopfen GPN 320

Schleifstift Edelkorund rosa

Distanzmuffe Edelstahl A2 6-kt.