





Viertelrundprofilfräser HSCo DIN 6518B
Viertelrundfräser HSCo DIN 6518B Z4-6 Typ N
VRTRDFRS-DIN6518B-HSCO-D20,0MM


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1464 |
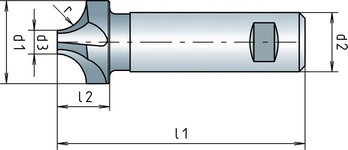
Durchmesser (d1) | 20.0 mm |
Schaftdurchmesser (d2) | 16 mm |
Länge (l) | 67 mm |
Anzahl Schneiden | 4 STK |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
Normen | DIN 6518 |
Typ | N |
Schneidstoff | HSCo |
Oberfläche | Blank |
Schaftform | Zylindrisch DIN 1835-B |
Toleranz Schneidendurchmesser | h11 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Schnittwerte für Viertelrundfräser | ||||||||
| Für Ø 12 - 40 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 - 40 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,019 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,016 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,019 | 0,024 | 0,036 | 0,041 | 0,054 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Gusseisen | < 180 HB | - | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,035 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| < 850 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Gusseisen | < 180 HB | - | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 260 HB | E | 25 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,009 | 0,012 | 0,020 | 0,031 | |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Senkschraube mit Kreuzschlitz H DIN 965, Stahl 8.8, blank

Profil-Doppelzylinder EPS

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 45H, verzinkt blau passiviert (A2K)

Gewindestift mit Innensechskant und Zapfen ISO 4028, Stahl 45H, verzinkt blau passiviert (A2K)

Flachkopfschraube mit Schlitz DIN 85, Stahl 4.8, blank

Splint ISO 1234 Edelstahl A4-70, blank

Arbeitshose

Sechskantschraube MS 90728, Stahl GR8, gelb verzinkt

Sechskantmutter hohe Form mit Klemmteil (nichtmetallischer Einsatz) DIN 982, Stahl 10, verzinkt blau passiviert (A2K)

HPC-Vollhartmetallbohrer Speeddrill 4.0-Universal, DIN 6537L, lang 5xD, 4 Führungsfasen, mit Innenkühlung