





Vollradiusfräser VHM Speedcut-Universal, extra lang XXL, freigestellt, Vierschneider, ungleiche Drallsteigung
Fräser SC WN Z4,5xD/1,5xD TiAlN-S HA
VLRADIFRS-SP-WN-UV-EL-VHM-TNS-HA-D6,0
Art.-Nr. 5443300694
EAN 4055375923986






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7857 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
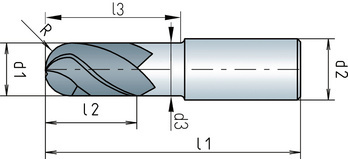
Durchmesser (d1) | 6 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 5,9 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Eckenradius (R) | 3 mm |
Länge (l1) | 79 mm |
Spannutlänge (l2) | 10 mm |
Freistellungslänge (l3) | 30 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | f8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Schnittwerte für Schlichten Kopieren | |||||||
| Für Ø 3 - 6 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 165 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500–850 N/mm² | L + E | 133 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Automatenstähle | < 850 N/mm² | L + E | 133 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850–1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 130 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700–850 N/mm² | L + E | 130 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850–1000 N/mm² | L + E | 130 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 165 | 0,020 | 0,026 | 0,035 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 133 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850–1100 N/mm² | L + E | 126 | 0,015 | 0,018 | 0,022 | 0,025 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 74 | 0,015 | 0,020 | 0,025 | 0,030 |
| Federstähle | < 1200 N/mm² | L + E | 74 | 0,012 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle | < 700 N/mm² | E | 91 | 0,015 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle | < 700 N/mm² | E | 84 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 74 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 63 | 0,015 | 0,020 | 0,025 | 0,030 |
| Sonderlegierungen | < 1200 N/mm² | E | 49 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 49 | 0,015 | 0,020 | 0,025 | 0,030 |
| Gusseisen | < 180 HB | - | 112 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 91 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 91 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 74 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legende | ||
| L = Luft | ae = 0,03xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. Vc für Code 7857 (-30 %). | ||
| Schnittwerte für Schlichten Kopieren | |||||||
| Für Ø 8 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 165 | 0,050 | 0,065 | 0,080 | 0,095 |
| 500–850 N/mm² | L + E | 133 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 133 | 0,050 | 0,060 | 0,070 | 0,090 |
| 850–1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 130 | 0,050 | 0,065 | 0,080 | 0,095 |
| 700–850 N/mm² | L + E | 130 | 0,050 | 0,060 | 0,075 | 0,090 | |
| 850–1000 N/mm² | L + E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,060 | 0,080 |
| 1000–1200 N/mm² | L + E | 109 | 0,040 | 0,050 | 0,055 | 0,060 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 165 | 0,050 | 0,065 | 0,080 | 0,950 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 109 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 109 | 0,035 | 0,045 | 0,050 | 0,060 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 133 | 0,040 | 0,055 | 0,065 | 0,080 |
| 850–1100 N/mm² | L + E | 126 | 0,035 | 0,050 | 0,060 | 0,070 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 74 | 0,040 | 0,050 | 0,060 | 0,070 |
| Federstähle | < 1200 N/mm² | L + E | 74 | 0,030 | 0,040 | 0,045 | 0,050 |
| Rostfreie Stähle | < 700 N/mm² | E | 91 | 0,040 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle | < 700 N/mm² | E | 84 | 0,040 | 0,050 | 0,060 | 0,070 |
| < 850 N/mm² | E | 74 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Rostfreie Stähle | < 1100 N/mm² | E | 63 | 0,040 | 0,050 | 0,060 | 0,070 |
| Sonderlegierungen | < 1200 N/mm² | E | 49 | 0,035 | 0,045 | 0,050 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 49 | 0,040 | 0,050 | 0,060 | 0,070 |
| Gusseisen | < 180 HB | - | 112 | 0,050 | 0,075 | 0,090 | 0,110 |
| < 180 HB | - | 91 | 0,040 | 0,060 | 0,065 | 0,080 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 91 | 0,040 | 0,060 | 0,065 | 0,080 |
| > 260 HB | E | 74 | 0,040 | 0,060 | 0,065 | 0,080 | |
Zuletzt angesehen

Linsen-Blechschraube Form F mit Kreuzschlitz H DIN 7981, Stahl, verzinkt blau passiviert (A2K), Linsenkopf PH-Antrieb

Senkschraube mit Schlitz DIN 963, Stahl 4.8, blank

90° Winkel einstellbare Dichtkegel-Verschraubung ISO 8434-1, Stahl Zink-Nickel, Schneidringanschluss mit O-Ring

Flachrundschraube mit Vierkantansatz und Mutter DIN 603, mit Mutter, Stahl FK4.8, verzinkt blau passiviert

90° Winkel einstellbare Dichtkegel-Verschraubung ISO 8434-1, Edelstahl 1.4571, Schneidringanschluss mit O-Ring

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau ISO 4017, Stahl 5.6, verzinkt blau passiviert (A2K)

Sechskantschraube mit Gewinde bis Kopf und Feingewinde ISO 8676, Stahl 10.9, verzinkt Dickschicht passiviert (ZSML)

LED-Unterbauprofile UBP-7 zum Anschrauben oder Aufclipsen auf Halteklammern

Reinigungsbürste für Beton und REBAR mit Anschlussgewinde M8 WIT-RB

ASSY® 4 CSMP Universalschraube Stahl verzinkt Teilgewinde Senkfrästaschenkopf