





Walzenstirnfräser HSCo DIN 1880 Typ HR
Walzenstirnfräser HSCo DIN 1880 Z8-10 30° Typ HR
WALZSTIRNFRS-DIN1880-HSCO-HR-D80,0MM
Art.-Nr. 5443601184
EAN 4055375881316















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3146 |
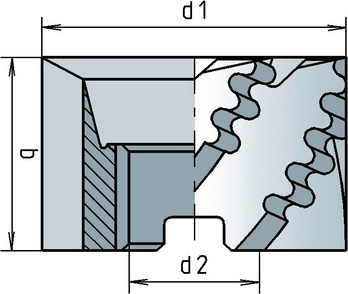
Durchmesser (d1 (js 16)) | 80 mm |
Höhe (b (k16)) | 45 mm |
Bohrungsdurchmesser (d2 (H7)) | 27 mm |
Anzahl Schneiden (Z) | 10 STK |
Typ | HR |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan |
Normen | DIN 1880 |
Schneidstoff | HSCo |
Oberfläche | Blank |
Drallwinkel | 30° |
Werkzeugaufnahme | Mit Quer- und Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Schnittwerte für Schruppen Kontur | ||||
| Für Ø 40 - Ø 80 | ||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz |
| Ø 40 - Ø 80 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,120 |
| 500-850 N/mm² | E | 30 | 0,106 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,106 |
| 850-1000 N/mm² | E | 26 | 0,106 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,106 |
| 700-850 N/mm² | E | 30 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,106 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,106 |
| 850-1100 N/mm² | E | 16 | 0,120 | |
| 1100-1400 N/mm² | E | 9 | 0,120 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,120 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,120 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,120 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,106 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,106 |
| < 850 N/mm² | E | 12 | 0,106 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,120 |
| Gusseisen | < 180 HB | - | 34 | 0,106 |
| > 180 HB | - | 30 | 0,106 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,106 |
| > 260 HB | E | 18 | 0,106 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,120 |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Edelstahl-Schutzbeschlag S 505

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

Arbeitshose Kübler Bodyforce 2125 5302

Steckverschraubung mit Klemmring

Stretch X Bundhose

WÜPOFAST® blau verzinkt Spanplattenschraube

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, blank

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Stahl 45H, verzinkt blau passiviert (A2K)

Sechskantschraube mit Schaft für den Druckbehälterbau (PED) ISO 4014, Stahl 25CrMo4, blank

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank